26 cykle frezowania – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 374
374
DIN-programowanie
4.26 Cykle frezowania
Kierunek frezownaia zmieniamy przy pomocy kierunku przebiegu
frezowania H
, a także kierunku obróbki Q oraz kierunku obrotu freza
(patrz poniższa tabela).
Parametry – obróbka wykańczająca
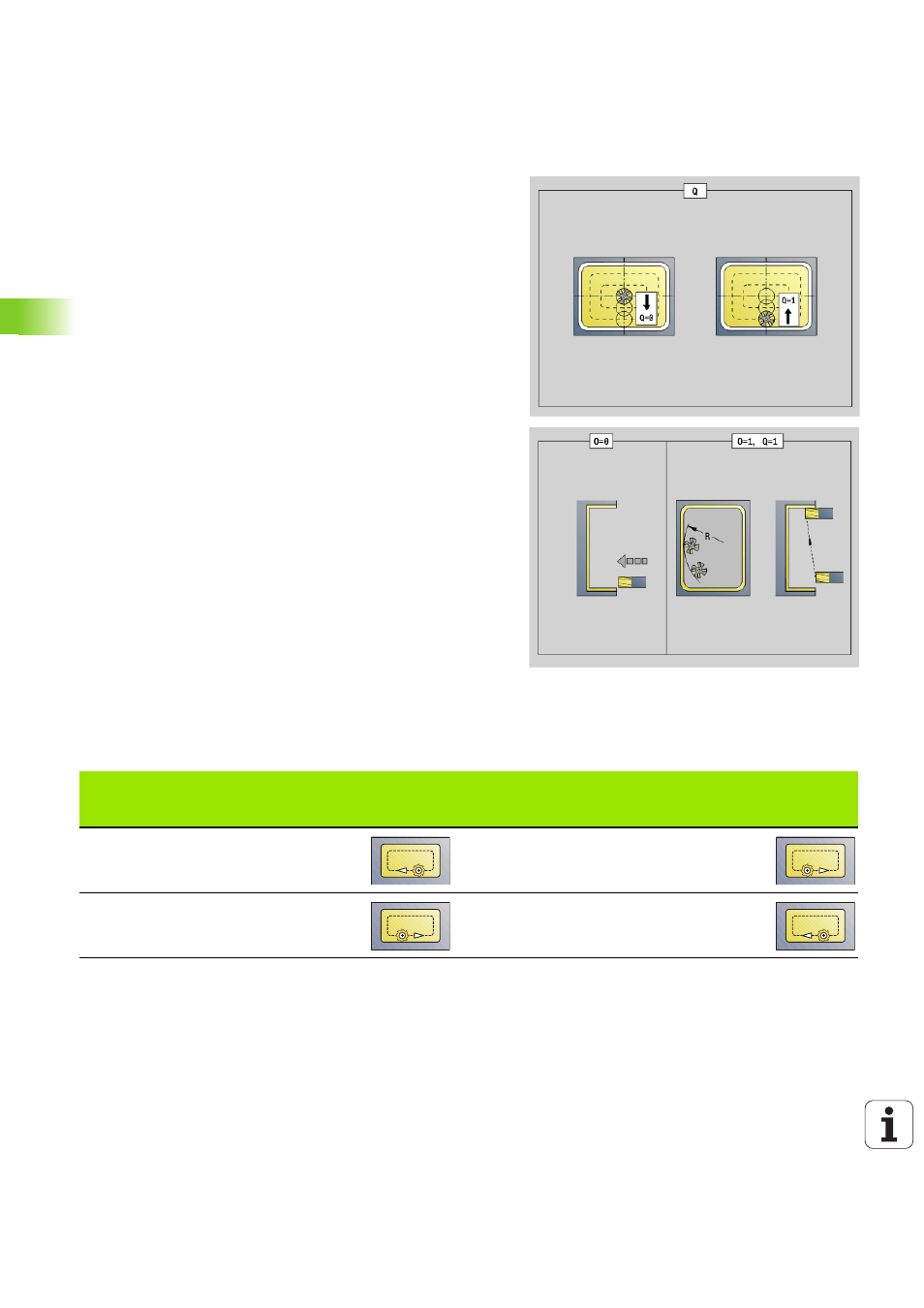
Q
Kierunek obróbki (standard: 0)
0: od wewnątrz do zewnątrz
1: od zewnątrz do wewnątrz
O
Zachowanie przy wcięciu w materiał (standard: 0)
O=0 (prostopadłe wcięcie): cykl przemieszcza do punktu
startu, wcina w materiał i obrabia na gotowo kieszeń.
O=1 (łuk wejściowy z wcięciem na głębokość): w przypadku
górnych płaszczyzn frezowania cykl dosuwa na płaszczyznę
i najeżdża początek obróbki po łuku wejściowym. Przy
najniżej położonej płaszczyźnie skrawania frez wcina się
przy przejeździe po łuku wejściowym na głębokość
skrawania (trójwymiarowy łuk wejściowy). Ta strategia
wcięcia w materiał może być tylko wykorzystywana w
kombinacji z łukiem kołowym "R". Warunkiem jest obróbka
od zewnątrz do wewnątrz (Q=1).
Przebieg cyklu
1 Pozycja startu (X, Z, C) jest to pozycja przed cyklem.
2 oblicza rozdzielenie skrawania (dosuwy na płaszczyzny
frezowania, dosuwy na głębokość frezowania).
3 Przemieszcza na odstęp bezpieczeństwa i wcina w materiał do
pierwszej głębokości frezowania.
4 Frezuje płaszczyznę.
5 Podnosi o odstęp bezpieczeństwa, powtórnie dosuwa i wcina na
następną głębokość frezowania.
6 Powtarza 4...5, aż cała powierzchnia zostanie wyfrezowana.
7 Odsuwa się od materiału odpowiednio do "płaszczyzny powrotu
rb".
Frezowanie kieszeni obróbka na gotowo G846
Kierunek
frezowania
Kierunek obrotu
narzędzia
Wykonanie
Kierunek
frezowania
Kierunek obrotu
narzędzia
Wykonanie
przeciwbieżnie
(H=0)
Mx03
współbieżnie (H=1) Mx03
przeciwbieżnie
(H=0)
Mx04
współbieżnie (H=1) Mx04