Frezowanie kieszeni, obróbka na gotowo g846 (oś y), 7 cykle frezowania oś y – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 535
HEIDENHAIN MANUALplus 620, CNC PILOT 640
535
6.7 Cykle frezowania oś Y
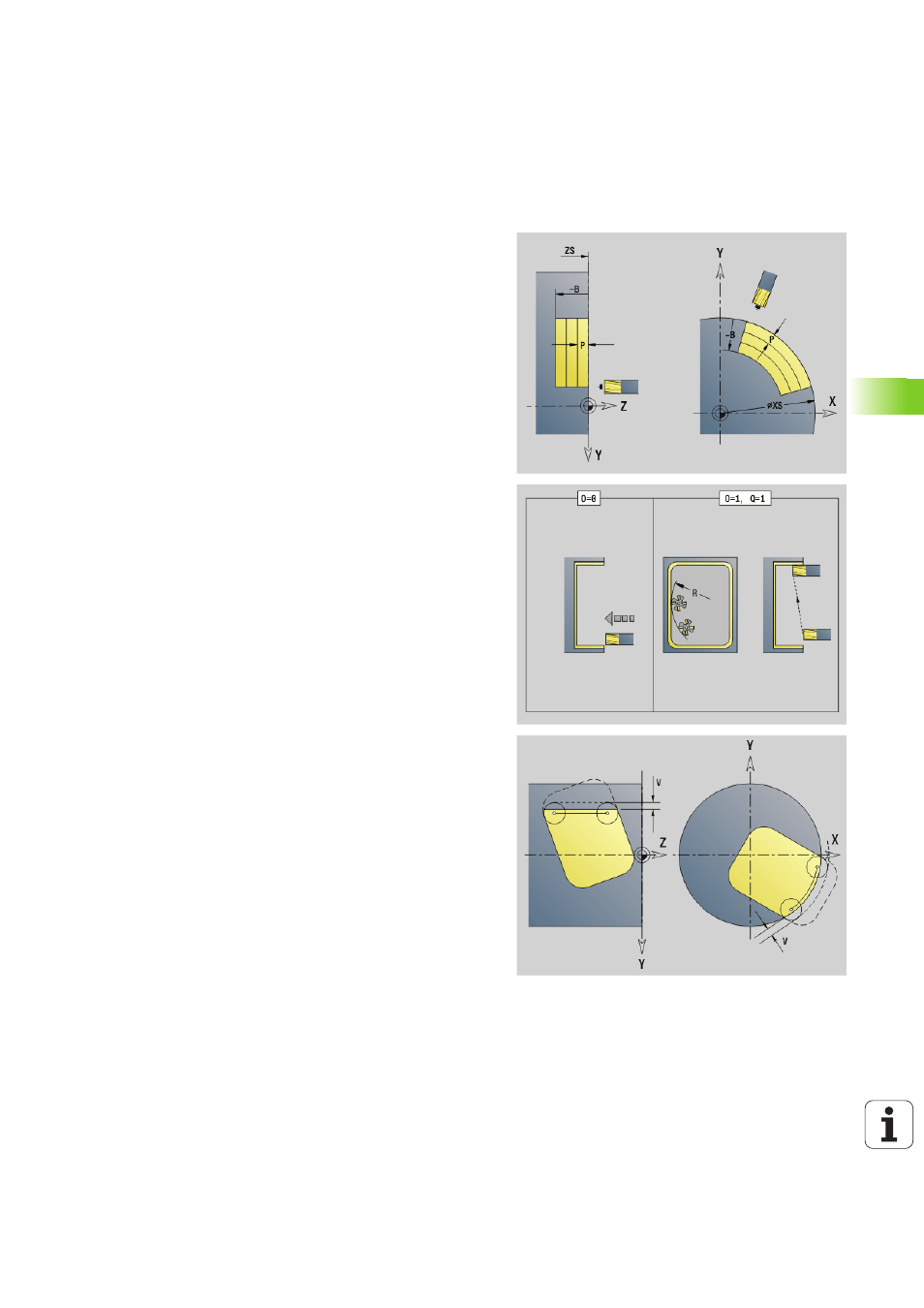
Frezowanie kieszeni, obróbka na gotowo G846
(oś Y)
G846 obrabia na gotowo zdefiniowane na płaszczyźnie XY lub YZ
zamknięte kontury następujących fragmentów programu:
CZOŁO_Y
STRONA TYLNA_Y
POW.BOCZNA_Y
Na kierunek frezowania można oddziaływać przy pomocy „kierunku
biegu frezowania H“, „kierunku obróbki Q“ i kierunku obrotów freza.
Parametry – obróbka wykańczająca
ID
Kontur frezowania - nazwa frezowanego konturu
NS
Numer wiersza startu konturu
Figury: numer wiersza figury
Dowolne zamknięte kontury: pierwszy element konturu (nie
punkt startu)
B
Głębokość frezowania (default: głębokość z opisu konturu)
P
Maksymalny dosuw (default: frezowanie jednym wcięciem)
XS
Górna krawędź frezowania płaszczyzna YZ (zastępuje
płaszczyznę referencyjną z opisu konturu)
ZS
Górna krawędź frezowania płaszczyzna XY (zastępuje
płaszczyznę referencyjną z opisu konturu)
R
Promień łuku wejścia/łuku wyjścia (standard: 0)
R=0: element konturu zostaje najechany bezpośrednio.
Wcięcie w materiał następuje z punktu najazdu powyżej
płaszczyzny frezowania, potem następuje prostopadłe
wcięcie w materiał na głębokość.
R\>0: frez przemieszcza się po łuku wejściowym/
wyjściowym, przylegającym tangencjalnie do elementu
konturu.
U
(Minimalny) współczynnik nałożenia. Określa nakładanie się
na siebie torów frezowania (standard: 0,5)
Nałożenie = U*średnica freza
V
Współczynnik wybiegu - przy obróbce z osią C bez funkcji
H
Kierunek biegu frezowania (standard: 0)
0: ruch przeciwbieżny
1: ruch współbieżny
F
Posuw wcięcia w materiał dla wcięcia na głębokość (standard:
aktywny posuw)
E
Zredukowany posuw dla elementów kołowych (standard:
aktualny posuw)
RB
Płaszczyzna powrotu (standard: z powrotem na pozycję startu)
Płaszczyzna XY: pozycja powrotu w kierunku Z
Płaszczyzna YZ: pozycja powrotu w kierunku X (wymiar
średnicy)