19 cykle gwintowania – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 307
HEIDENHAIN MANUALplus 620, CNC PILOT 640
307
4.19 Cykle gwintowania
Cykl oblicza gwint na podstawie "punktu końcowego gwintu",
"głębokości gwintu" i aktualnej pozycji narzędzia.
Pierwsze wcięcie = "reszta" z dzielenia głębokości gwintu/głębokości
przejścia skrawania.
Gwint planowy: dla gwintu planowego należy używać G31 z definicją
konturu.
W
Gwint stożkowy (zakres: –45° < W < 45°) – (default: 0)
Położenie gwintu stożkowego w odniesieniu do osi wzdłużnej i
poprzecznej:
W\>0: wznoszące się kontury (w kierunku obróbki)
W<0: opadające kontury
Parametry
Przykład: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 [gwint]
. . .
Parametry
C
Kąt startu (początek gwintu leży określony do nie-
obrotowosymetrycznych elementów konturu) - (default: 0)
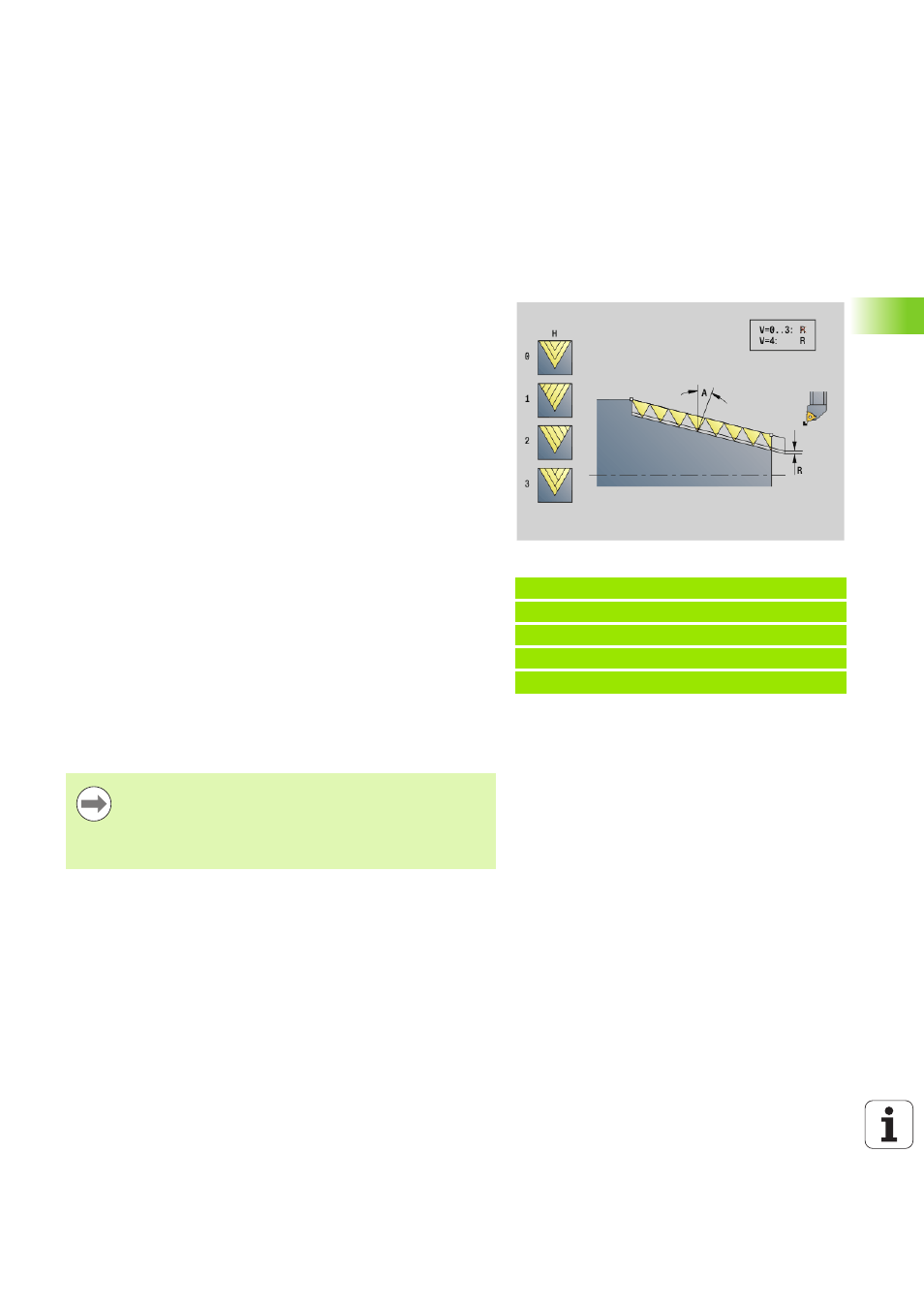
A
Kąt wcięcia (default 30°)
R
Pozostałe przejścia (standard: 0)
0: podział „ostatniego przejścia” na 1/2-, 1/4- 1/8- i
1/8-przejścia.
1: bez skrawania resztkowego
E
Zmienny skok (na razie nie działa)
Q
Liczba pustych przejść po ostatnim skrawaniu (dla
zredukowania nacisku skrawania w dnie gwintu) - (default: 0)
D
Liczba zwojów dla gwintu wielozwojowego
J
Kierunek odniesienia:
Brak danych: kierunek odniesienia zostaje określony z
pierwszego elementu konturu.
J=0: gwint wzdłużny
J=1: gwint planowy
„Cykl-stop“ - Sterowanie podnosi narzędzie ze zwoju
gwintu i zatrzymuje wszystkie ruchy. (Droga wzniosu:
zależnie od parametru konfiguracji OEM
cfgGlobalPrperties-threadliftoff)
Funkcja override posuwu nie działa.
Przebieg cyklu
1 oblicza rozdzielenie skrawania.
2 przeprowadza nacięcie gwintu.
3 powraca na biegu szybkim i dosuwa dla następnego przejścia.
4 powtarza 2..000.3 aż gwint zostanie wykonany.
5 przeprowadza puste przejścia.
6 powraca do punktu startu.