35 funkcje g ze starszych modeli sterowań – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 437
HEIDENHAIN MANUALplus 620, CNC PILOT 640
437
4.35 Funkcje G ze starszych modeli sterowań
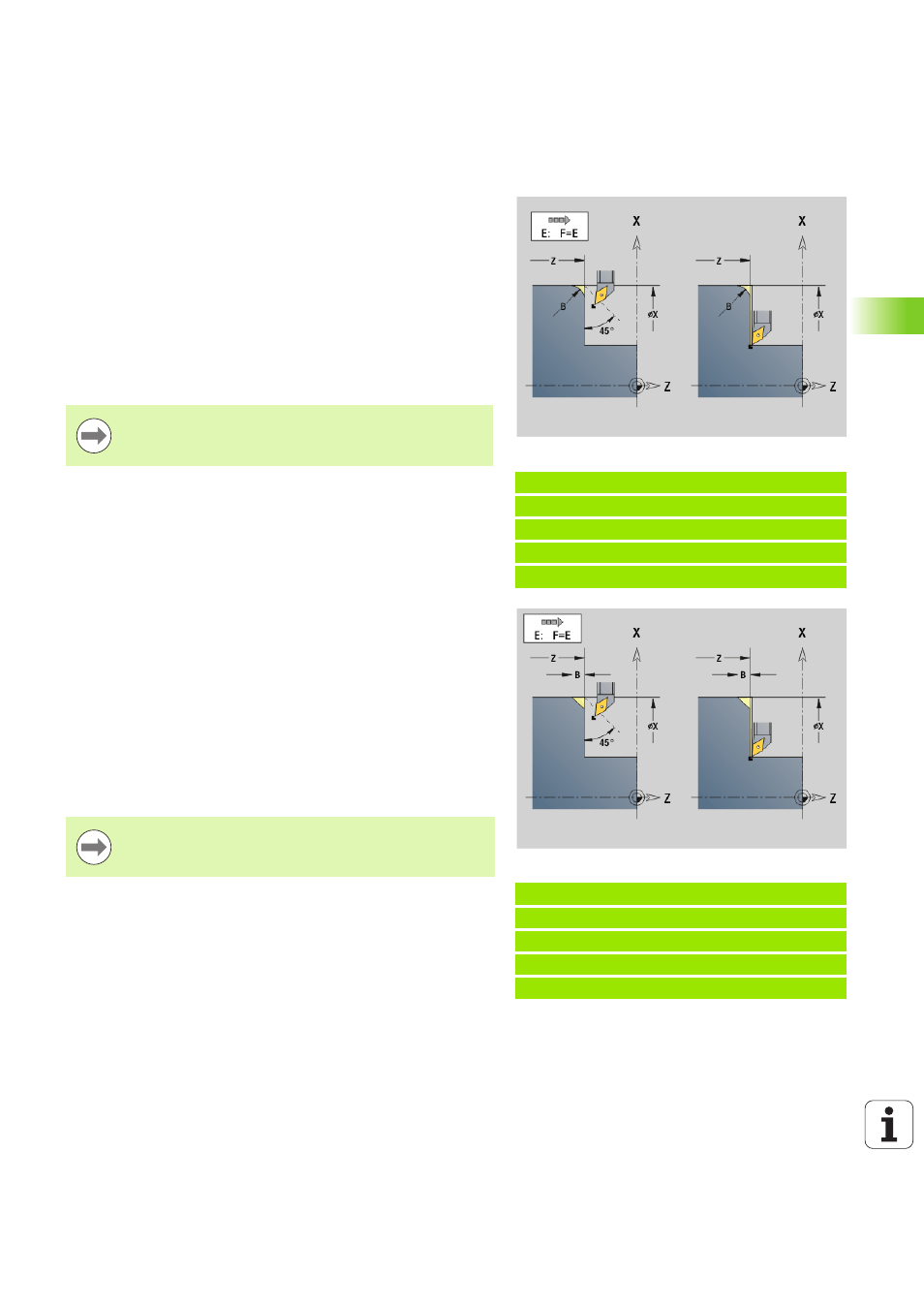
Cykl promień G87
G87 wytwarza promienie przejściowe na prostokątnych, równoległych
do osi narożach wewnętrznych i zewnętrznych. Kierunek zostaje
określony na podstawie "położenia/kierunku obróbki" narzędzia.
Poprzedni element wzdłużny lub planowy zostaje obrabiany, jeśli
narzędzie znajduje się przed wykonaniem cyklu na współrzędnej X lub
Z punktu narożnego.
Cykl fazka G88
G88 wytwarza fazki na prostokątnych równoległych do osi
zewnętrznych narożach. Kierunek zostaje określony na podstawie
"położenia/kierunku obróbki" narzędzia.
Poprzedni element wzdłużny lub planowy zostaje obrabiany, jeśli
narzędzie znajduje się przed wykonaniem cyklu na współrzędnej X lub
Z punktu narożnego.
Przykład: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2 [promień]
Parametry
X
Punkt końcowy (wymiar średnicy)
Z
Punkt narożny
B
Promień
E
posuw zredukowany (default: aktywny posuw)
Korekcja promienia ostrza zostaje przeprowadzona.
Naddatki nie zostają przeliczane.
Przykład: G88
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2 [fazka]
Parametry
X
Punkt końcowy (wymiar średnicy)
Z
Punkt narożny
B
szerokość fazki
E
posuw zredukowany (default: aktywny posuw)
Korekcja promienia ostrza zostaje przeprowadzona.
Naddatki nie zostają przeliczane.