5 pozycjonowanie narzędzia oś y, Bieg szybki g0, Najechać punkt zmiany narzędzia g14 – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 521: Bieg szybki we współrzędnych maszynowych g701
HEIDENHAIN MANUALplus 620, CNC PILOT 640
521
6.5 Pozycjonowanie narzędzia oś Y
6.5 Pozycjonowanie narzędzia oś Y
Bieg szybki G0
G0 przemieszcza się na biegu szybkim po najkrótszej drodze do
„punktu docelowego X, Y, Z“.
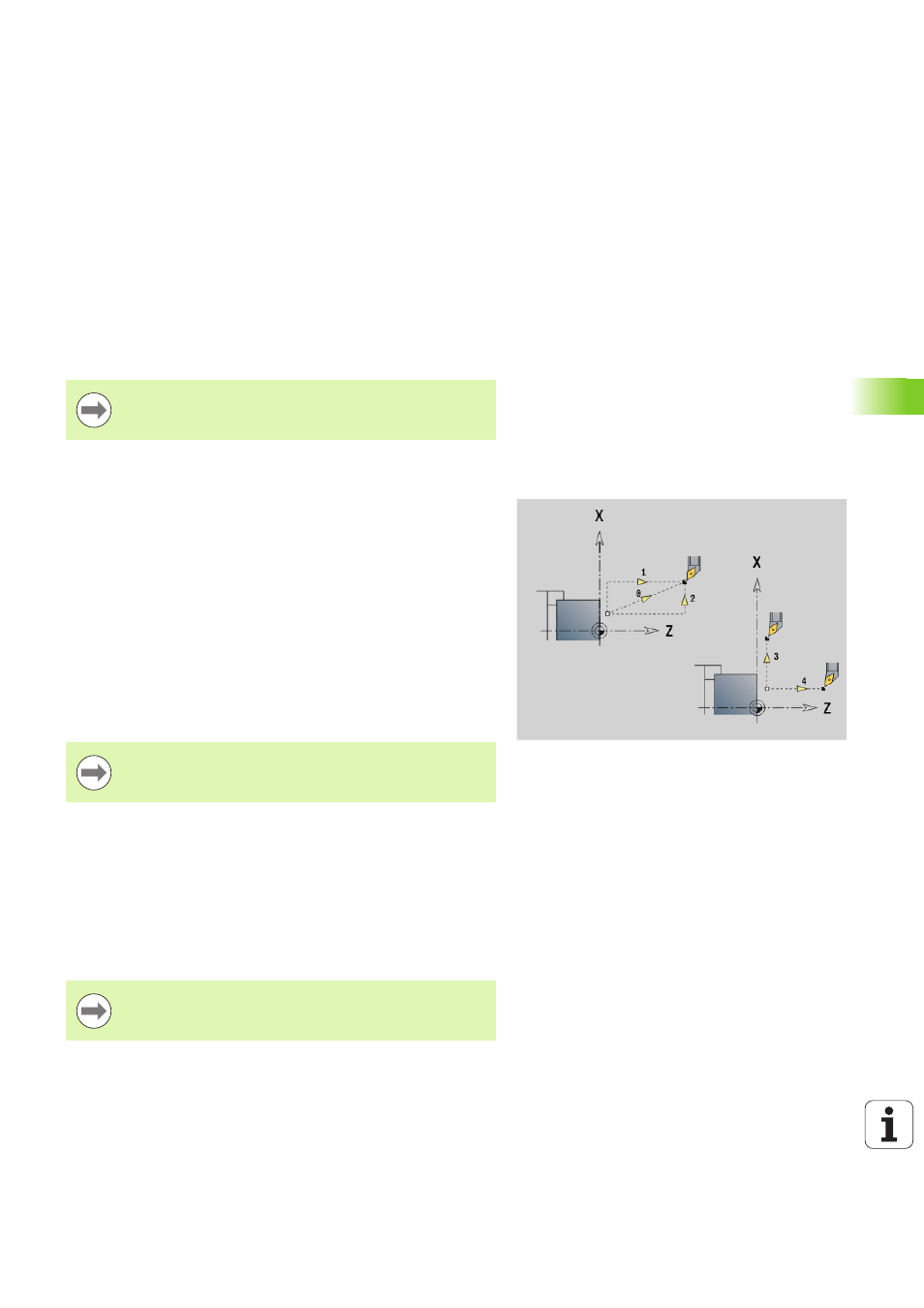
Najechać punkt zmiany narzędzia G14
G14 przemieszcza na biegu szybkim do punktu zmiany narzędzia.
Współrzędne punktu zmiany określa się w trybie nastawiania.
Bieg szybki we współrzędnych maszynowych G701
G701 przemieszcza się na biegu szybkim po najkrótszej drodze do
„punktu docelowego X, Y, Z“.
Parametry
X
Srednica - punkt docelowy
Z
Długość - punkt docelowy
Y
Długość - punkt docelowy
Programowanie X,Y,Z: absolutnie, inkrementalnie, lub
samozachowawczo
Parametry
Q
Kolejność (standard: 0)
0: osie X i Z przemieszczają się jednocześnie (po przekątnej)
1: najpierw w kierunku X, następnie w kierunku Z
2: najpierw w kierunku Z, potem w kierunku X
3: tylko w kierunku X, Z pozostaje niezmieniony
4: tylko w kierunku Z, X pozostaje niezmieniony
5: tylko w kierunku Y
6: osie X, Y i Z przemieszczają się jednocześnie (po
przekątnej)
Przy Q=0...4 oś Y nie zostaje przemieszczana.
Parametry
X
Punkt końcowy (wymiar średnicy)
Y
Punkt końcowy
Z
Punkt końcowy
„X, Y, Z“ odnoszą się do punktu zerowego maszyny i do
punktu bazowego suportu.