17 cykle toczenia związane z przebiegiem konturu – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 281
HEIDENHAIN MANUALplus 620, CNC PILOT 640
281
4.17 Cykle toczenia
związane z przebiegiem konturu
Sterowanie rozpoznaje na podstawie definicji narzędzia, czy chodzi o
obróbkę zewnętrzną czy wewnętrzną.
Parametry
B
Obliczenie konturu
0: automatycznie
1: narzędzie z lewej (G41)
2: narzędzie z prawej (G42)
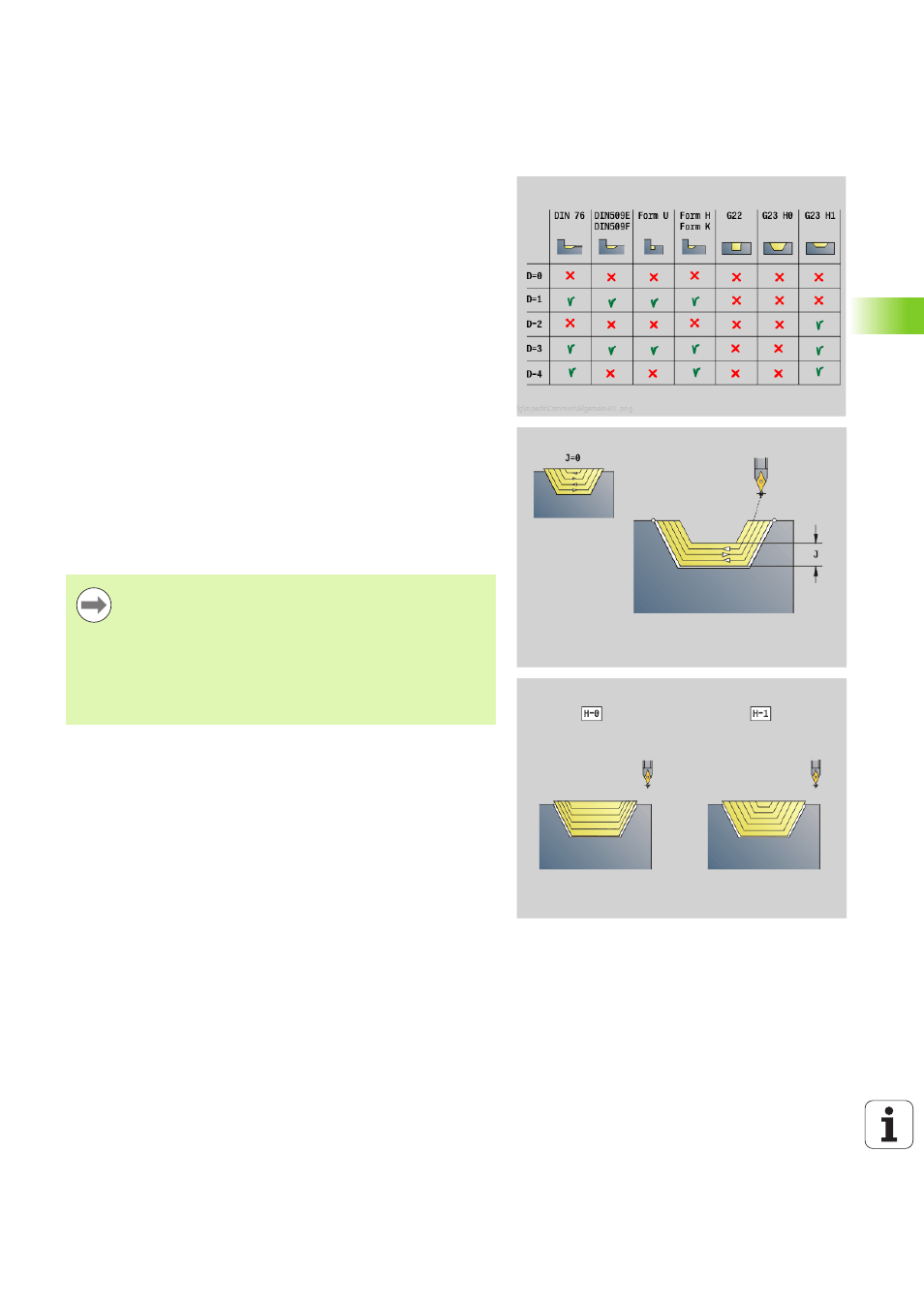
D
Wygaszanie elementów (patrz ilustracja)
J
Naddatek półwyrobu (wymiar promienia) – tylko aktywny,
jeśli nie zdefiniowano półwyrobu .
H
Równolegle do konturu - rodzaj linii skrawania:
0: stała głębokość skrawania
1: równoodległe linie przejść
XA, ZA Punkt początkowy półwyrobu (działa tylko, jeśli nie
zaprogramowano półwyrobu):
XA, ZA nie zaprogramowane: kontur półwyrobu zostaje
obliczony z pozycji narzędzia i konturu ICP.
XA, ZA zaprogramowane: definicja punktu narożnego
konturu półwyrobu.
Korekcja promienia ostrza zostaje przeprowadzona.
G57-naddatek „powiększa“ kontur (także kontur
wewnętrzny).
G58-naddatek
\>0: „powiększa“ kontur
<0: nie zostaje wliczony
G57-/G58-naddatki są usuwane po zakończeniu cyklu.
Przebieg cyklu
1 oblicza obszary skrawania i rozdzielenie skrawania.
2 dosuwa z punktu startu dla pierwszego przejścia przy
uwzględnieniu odstępu bezpieczeństwa.
3 przeprowadza skrawanie zgrubne.
4 dosuwa dla następnego przejścia i przeprowadza skrawanie
zgrubne w kierunku przeciwnym.
5 powtarza 3...4 aż obszar skrawania zostanie obrobiony.
6 powtarza w razie potrzeby 2..000.5, aż wszystkie obszary
skrawania zostaną obrobione.
7 Przemieszcza się swobodnie jak to zaprogramowano w "Q".