35 funkcje g ze starszych modeli sterowań – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 435
HEIDENHAIN MANUALplus 620, CNC PILOT 640
435
4.35 Funkcje G ze starszych modeli sterowań
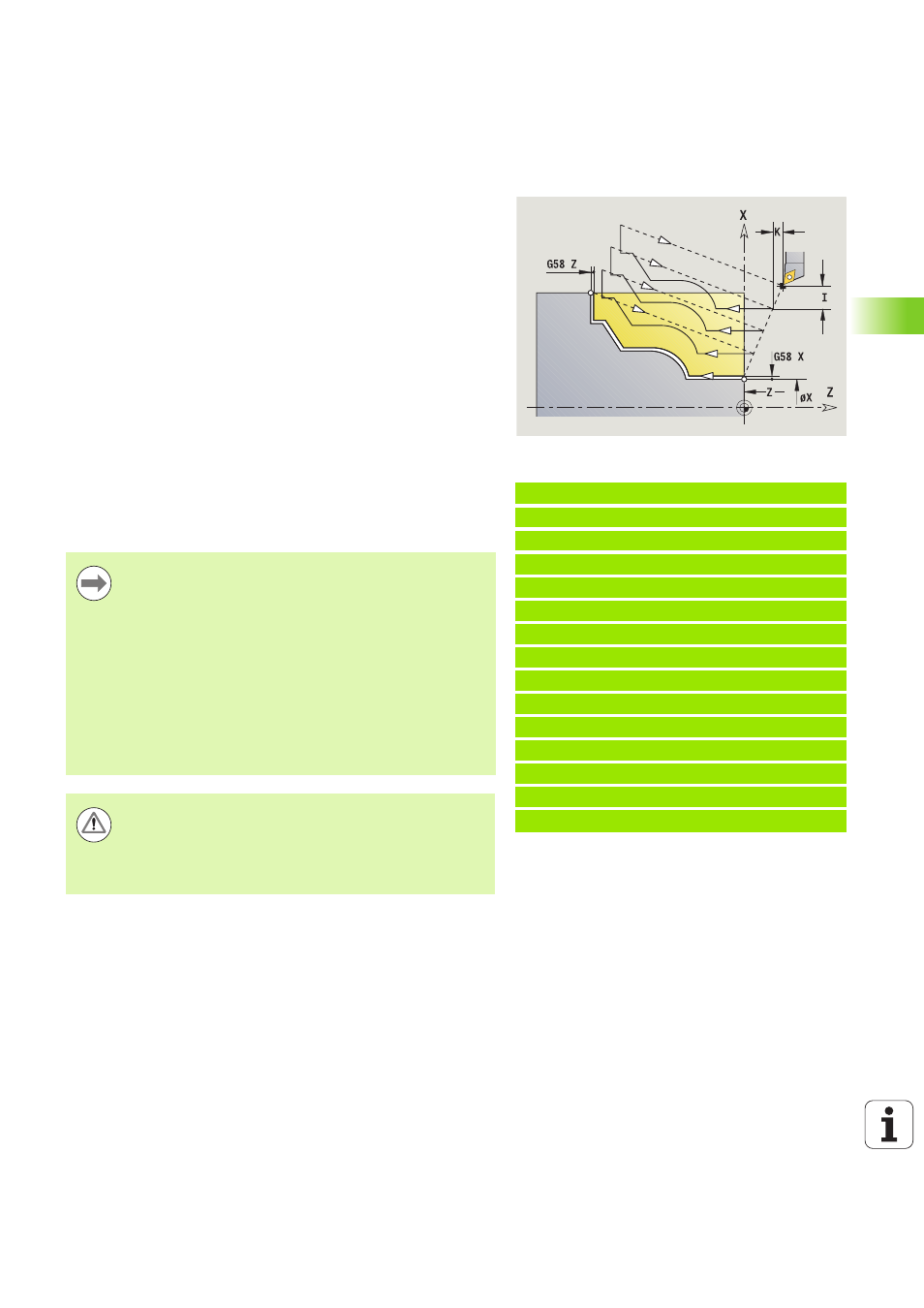
Cykl powtórzenia konturu G83
G83 wykonuje kilkakrotnie zaprogramowane w następnych wierszach
funkcje (proste odcinki przemieszczenia lub cykle bez opisu konturu).
G80 kończy cykl obróbki.
Jeśli liczba dosuwów w kierunku X i Z jest różna, to zostają
wykonywane zabiegi najpierw w obydwu kierunkach z
zaprogramowanymi wartościami. Dosuw zostaje ustawiony na zero,
jeśli dla jednego z kierunków osiągnięto wartość docelową.
Programowanie:
G83 znajduje się pojedyńczo w wierszu
G83 nie może zostać pakietowany, także nie przez wywołanie
podprogramu.
Przykład: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Parametry
X
Punkt docelowy konturu (wymiar średnicy) - (default: przejęcie
ostatniej X-współrzędnej)
Z
Punkt docelowy konturu (default: przejęcie ostatniej Z-
współrzędnej)
I
maksymalny dosuw w kierunku X (wymiar promienia) -
(default: 0)
K
maksymalny dosuw w kierunku Z (default: 0)
Korekcja promienia ostrza nie zostaje przeprowadzona.
Można SRK z G40..G42 oddzielnie programować.
Odstęp bezpieczeństwa po przejściu: 1 mm
Naddatek G57
zostają obliczone z właściwym znakiem liczby
(dlatego też naddatki przy obróbce wewnątrz nie są
możliwe)
działa także po zakończeniu cyklu
G58-naddatek
zostaje uwzględniony, jeśli pracujemy z SRK
działa także po zakończeniu cyklu
Uwaga niebezpieczenstwo kolizji!
Po każdym przejściu narzędzie powraca diagonalnie, aby
dokonać dosuwu dla następnego przejścia. Proszę
zaprogramować, jeśli to konieczne, dodatkowy bieg
szybki, aby uniknąć kolizji.