2 units – obróbka zgrubna – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 71
HEIDENHAIN MANUALplus 620, CNC PILOT 640
71
2.2 Units – obróbka zgrubna
Unit „obróbka zgrubna wzdłuż, bezpośredni zapis
konturu“
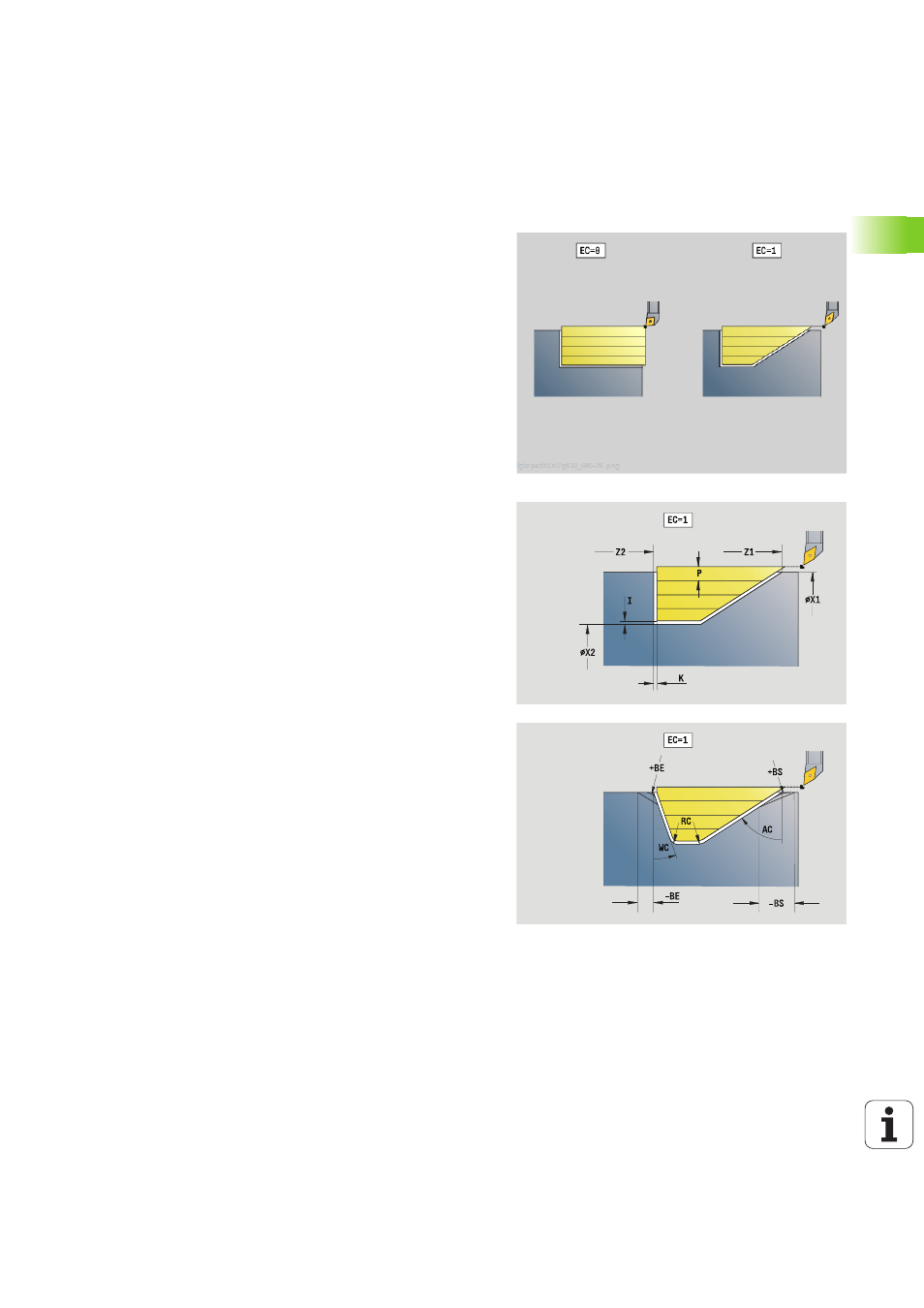
Unit skrawa opisany przy pomocy tych parametrów kontur. W EC
określamy, czy chodzi o „normalny“ kontur czy też o zagłębiony kontur.
Nazwa Unit: G810_G80 / cykl: G810 (patrz strona 271)
Dostęp do bazy danych technologicznych:
Rodzaj obróbki: obróbka zgrubna
przynależne parametry: F, S, E, P
Formularz konturu
EC
Typ konturu
0: normalny kontur
1: pogrążony kontur
X1, Z1
Punkt poczŃtkowy konturu
X2, Z2
Endpunkt Kontur
RC
Zaokrąglenie: promień w narożu konturu
AC
Kąt początkowy: kąt pierwszego elementu konturu
(zakres: 0° < 90°)
WC
Kąt końcowy: kąt ostatniego elementu konturu
(zakres: 0° < 90°)
BS
-fazka/+zaokrąglenie na początku:
BS\>0: promień zaokrąglenia
BS<0: długość obcinania fazki
BE
-fazka/+zaokrąglenie na końcu
BE\>0: promień zaokrąglenia
BE<0: długość obcinania fazki
BP
Czas trwania przerwy: okres czasu dla przerwania ruchu
posuwowego w celu łamania wióra.
BF
Czas trwania posuwu: przedział czasu do następnej
przerwy. Poprzez przerywany posuw można dokonywać
łamania wióra.
Formularz cyklu
P
Maksymalny dosuw
I, K
Naddatek w X-, Z-kierunku (I: wymiar średnicy)
E
Zachowanie przy wejściu w materiał
E\>0: posuw wejścia w materiał przy obróbce
opadających elementów konturu. Opadające elementy
konturu zostają obrabiane.
Brak wpisu: posuw wcięcia zostaje zredukowany, przy
obróbce opadających elementów konturu, maksymalnie
o 50%. Opadające elementy konturu zostają obrabiane.
H
Wygładzanie konturu
0: po każdym przejściu wdłuż konturu (w obrębie obszaru
wcięcia)
1: wygładzanie konturu po każdym przejściu (cały
kontur); wznios pod kątem 45°
2: wznosi się pod 45°; bez wygładzania konturu
Dalsze formularze: patrz strona 60