26 cykle frezowania – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 368
368
DIN-programowanie
4.26 Cykle frezowania
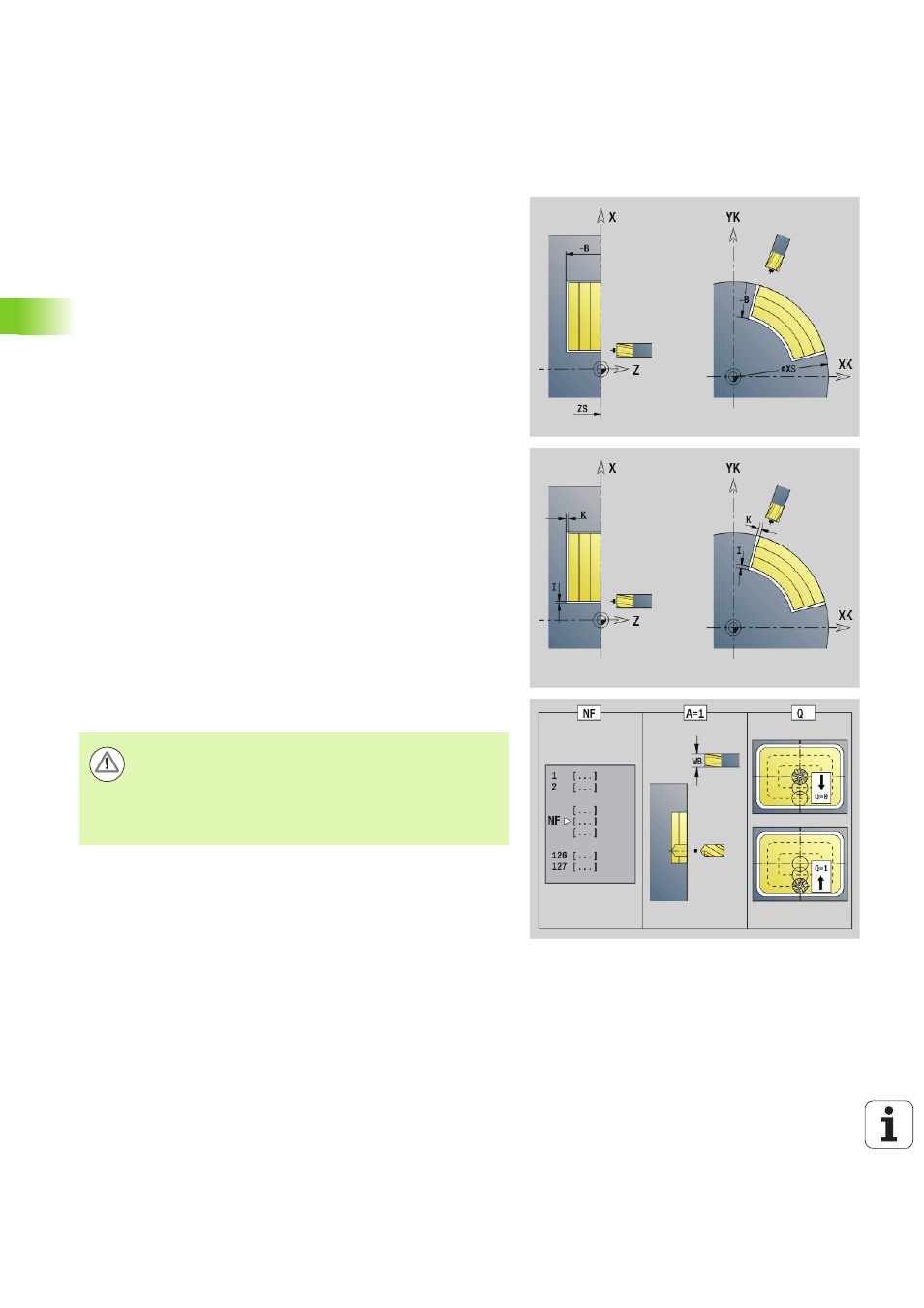
G845 – określanie pozycji nawiercania
„G845 A1 ..“ określa pozycje wiercenia wstępnego i zachowuje je pod
podaną w „NF“ referencją. Cykl uwzględnia przy obliczaniu pozycji
nawiercania także średnicę aktywnego narzędzia. Zmienić dlatego toż
przed wywołaniem „G845 A1 ..“ wiertło. Proszę programować tylko
ukazane w poniższej tabeli parametry.
Patrz także:
G845 – frezowanie: Strona 369
Parametry - określenie pozycji nawiercania wstępnego
ID
Kontur frezowania - nazwa frezowanego konturu
NS
Numer wiersza startu konturu
Figury: numer wiersza figury
Dowolne zamknięte kontury: pierwszy element konturu (nie
punkt startu)
B
Głębokość frezowania (default: głębokość z opisu konturu)
XS
Górna krawędź frezowania powierzchnia boczna (zastępuje
płaszczyznę referencyjną z opisu konturu)
ZS
Górna krawędź frezowania powierzchnia czołowa (zastępuje
płaszczyznę referencyjną z opisu konturu)
I
Naddatek w kierunku X (wymiar promienia)
K
Naddatek w kierunku Z
Q
Kierunek obróbki (standard: 0)
0: od wewnątrz do zewnątrz
1: od zewnątrz do wewnątrz
A
Przebieg „określania pozycji nawiercania“: A=1
NF
Znacznik pozycji – referencja, pod którą cykl zapisuje w
pamięci pozycje nawiercania [1..127].
WB Długość wejścia w materiał - średnica freza
G845 nadpisuje pozycje nawiercania, które zapisane są
w referencji "NF".
Parametr "WB" jest wykorzystywany zarówno przy
określaniu pozycji nawiercania, jak i przy frezowaniu.
Przy określaniu pozycji nawiercania "WB" opisuje
średnicę freza.