Przesunięcie punktu zerowego absolutne g59, 13 przesunięcia punktu zerowego – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 262
Advertising
262
DIN-programowanie
4.13 Przesunięcia punktu zerowego
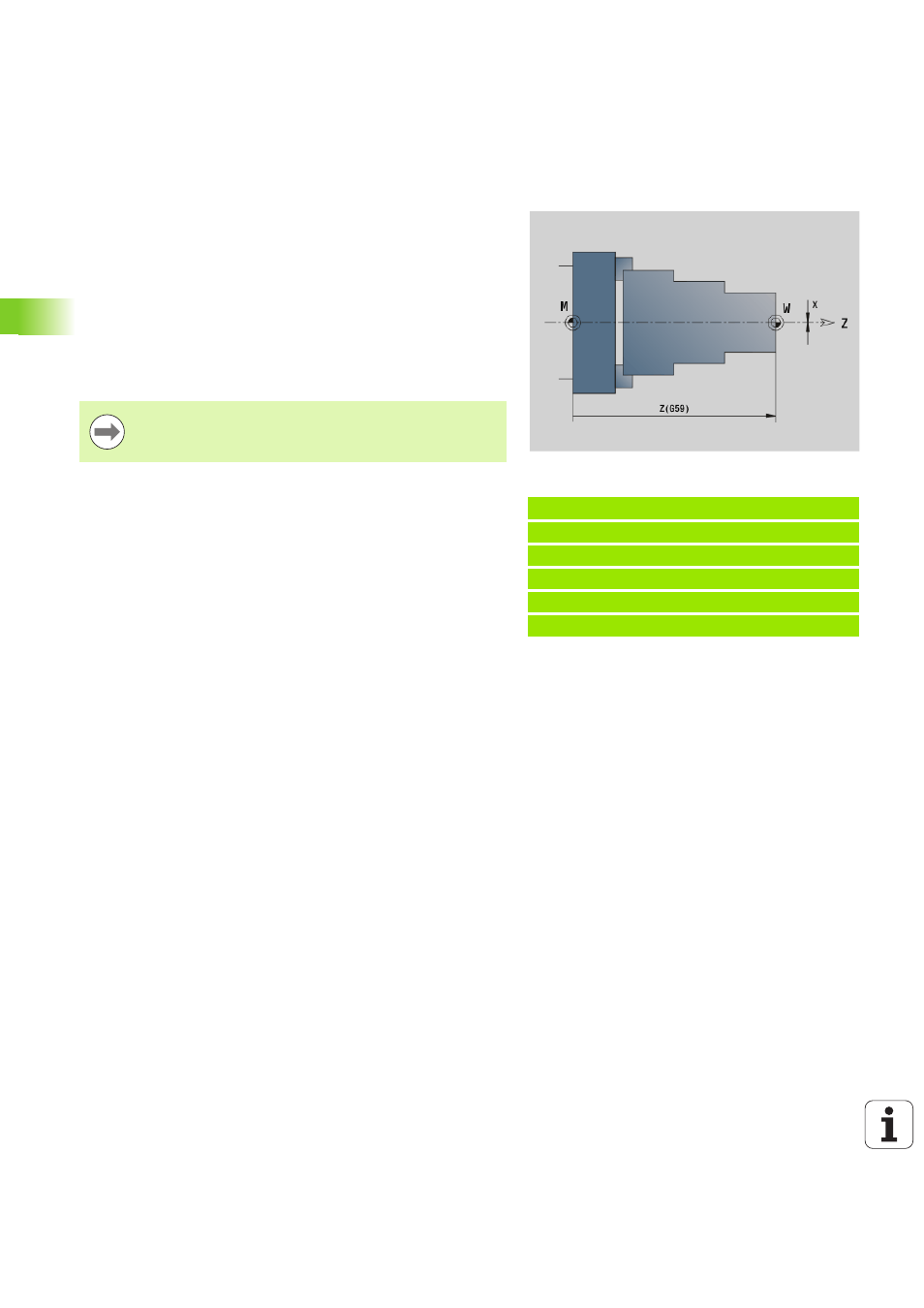
Przesunięcie punktu zerowego absolutne G59
G59 przesuwa punkt zerowy obrabianego przedmiotu o zdefiniowaną
wartość na wybranej osi. Nowy punkt zerowy obrabianego przedmiotu
obowiązuje do końca programu.
Przykład: G59
. . .
N1 G59 Z256 [przesunięcie punktu zerowego]
N2 G14 Q0
N3 T3 G95 F0.25 G96 S200 M3
N4 G0 X62 Z2
. . .
Parametry
X
Przesunięcie (wymiar promienia)
Y
Przesunięcie (zależne od maszyny)
Z
Przesuniecie
U
Przesunięcie (zależne od maszyny)
V
Przesunięcie (zależne od maszyny)
W Przesunięcie (zależne od maszyny)
G59 anuluje dotychczasowe przesunięcia punktu
zerowego (poprzez G51, G56 lub G59).
Advertising
Podręcznik ten jest związany z następujących produktów: