Frezowanie kieszeni obróbka na gotowo g846, 26 cykle frezowania – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 373
HEIDENHAIN MANUALplus 620, CNC PILOT 640
373
4.26 Cykle frezowania
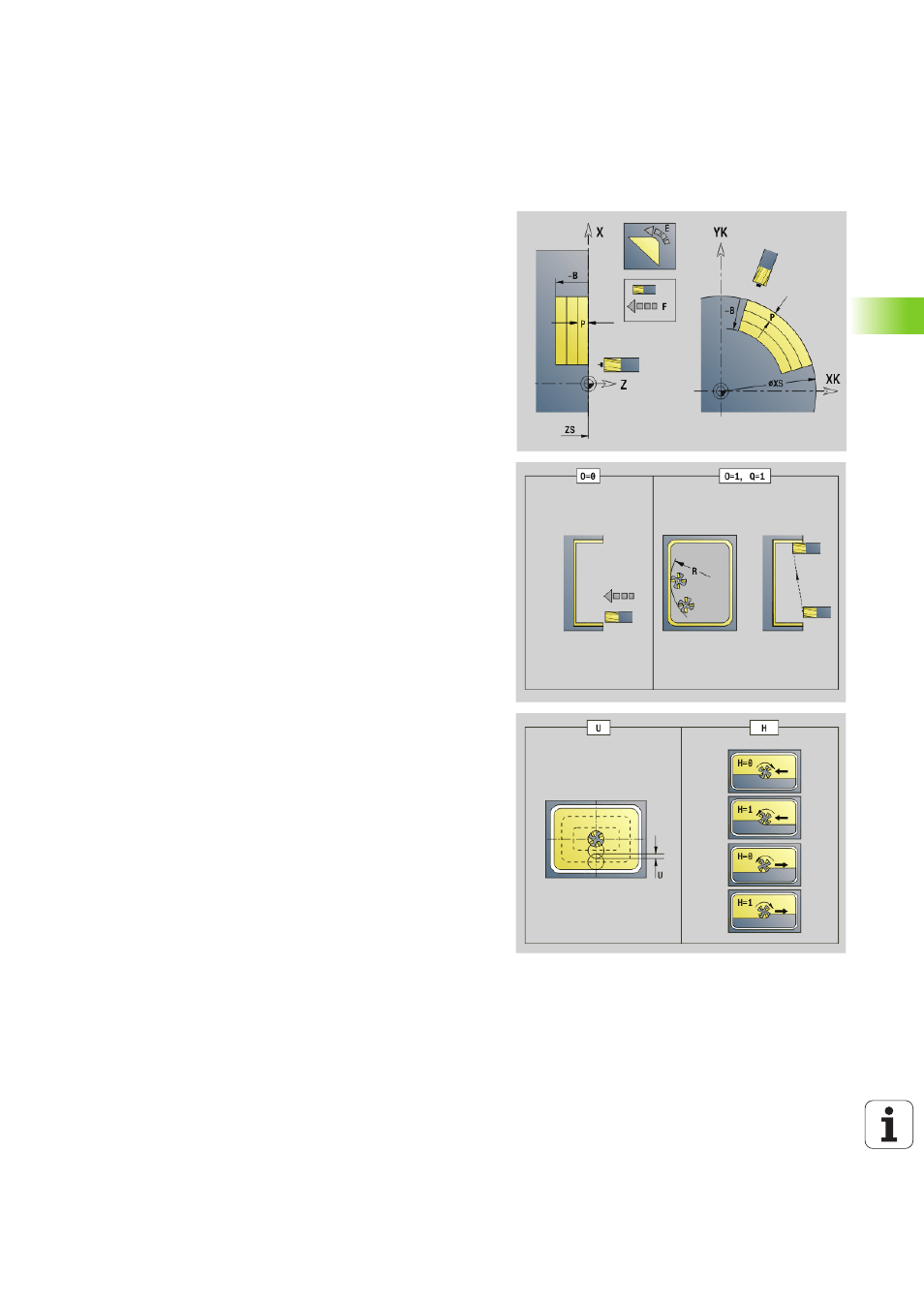
Frezowanie kieszeni obróbka na gotowo G846
G846 obrabia na gotowo zamknięte kontury.
Jeżeli kieszeń składa się z kilku części, to G845 uwzględnia wszystkie
części kieszeni.
Kierunek frezowania zmieniamy przy pomocy kierunku przebiegu
frezowania H
, a także kierunku obróbki Q oraz kierunku obrotu freza
(patrz poniższa tabela).
Parametry – obróbka wykańczająca
ID
Kontur frezowania - nazwa frezowanego konturu
NS
Numer wiersza startu konturu
Figury: numer wiersza figury
Dowolne zamknięte kontury: pierwszy element konturu (nie
punkt startu)
B
Głębokość frezowania (default: głębokość z opisu konturu)
P
(Maksymalny) dosuw (default: frezowanie jednym wcięciem)
XS
Górna krawędź frezowania powierzchnia boczna (zastępuje
płaszczyznę referencyjną z opisu konturu)
ZS
Górna krawędź frezowania powierzchnia czołowa (zastępuje
płaszczyznę referencyjną z opisu konturu)
R
Promień łuku wejścia/łuku wyjścia (standard: 0)
R=0: element konturu zostaje najechany bezpośrednio.
Wcięcie w materiał następuje z punktu najazdu powyżej
płaszczyzny frezowania, potem następuje prostopadłe
wcięcie w materiał na głębokość.
R\>0: frez przemieszcza się po łuku wejściowym/
wyjściowym, przylegającym tangencjalnie do elementu
konturu.
U
(Minimalny) współczynnik nałożenia. Określa nakładanie się
na siebie torów frezowania (standard: 0,5)
Nałożenie = U*średnica freza
V
Współczynnik wybiegu - przy obróbce z osią C bez funkcji
H
Kierunek biegu frezowania (standard: 0)
0: ruch przeciwbieżny
1: ruch współbieżny
F
Posuw wcięcia w materiał dla wcięcia na głębokość (standard:
aktywny posuw)
E
Zredukowany posuw dla elementów kołowych (standard:
aktualny posuw)
RB
Płaszczyzna powrotu (standard: z powrotem na pozycję startu)
Strona czołowa/tylna: pozycja powrotu w kierunku Z
Powierzchnia boczna: pozycja powrotu w kierunku X (wymiar
średnicy)