Konwersja i odbicie symetryczne g30, 29 inne g-funkcje – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 389
HEIDENHAIN MANUALplus 620, CNC PILOT 640
389
4.29 Inne G-funkcje
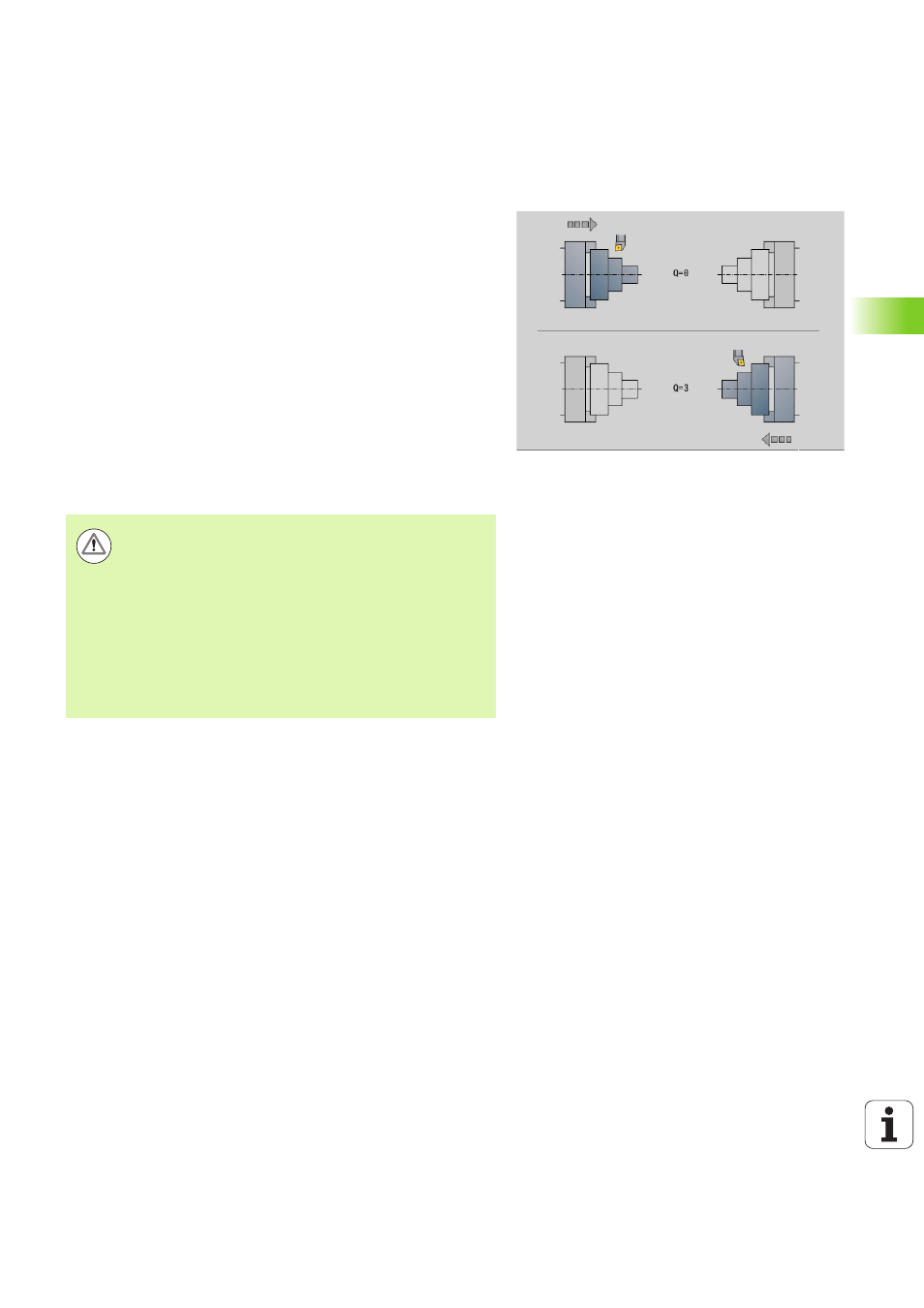
Konwersja i odbicie symetryczne G30
Funkcja G30 konwersuje funkcje G i M oraz numery wrzecion. G30
odbija symetrycznie odcinki przemieszczenia i wymiary narzędzi oraz
przesuwa punkt zerowy maszyny w zależności od osi o "offset punktu
zerowego" (parametr maszynowy: Trans_Z1).
Zastosowanie: przy pełnej obróbce opisujemy cały kontur, obrabiany
stronę czołową, zmieniamy zamocowanie przedmiotu przy pomocy
"programu fachowego" i obrabiamy stronę tylną. Aby można było
zaprogramować obróbkę strony tylnej jak i obróbkę strony przedniej
(orientacja osi Z, kierunek obrotu przy łukach kołowych, itd.) program
fachowy zawiera polecenia dla konwersowania i odbicia lustrzanego.
Parametry
H
Numer tabeli konwersowania (tylko możliwe jeżeli została
skonfigurowana przez producenta maszyn tabela
konwersji)
Q
Numer wrzeciona
Uwaga niebezpieczenstwo kolizji!
Przy przejściu z trybu AUTOMATYKA do trybu
OBSŁUGA RECZNA pozostają zachowane konwersje i
odbicia lustrzane
Konwersje/odbicie lustrzane muszą zostać wyłączone,
jeśli po obróbce strony tylnej aktywujemy ponownie
obróbkę strony przedniej (na przykład przy
powtórzeniach programu z M99)
Po ponownym wyborze programu konwersja/odbicie
lustrzane jest wyłączona (przykład: przejście z trybu
OBSŁUGA RECZNA do trybu AUTOMATYKA)