4 przebieg pr ogramu 11.4 przebieg programu – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 327
HEIDENHAIN TNC 426, TNC 430
311
11.4 Przebieg pr
ogramu
11.4 Przebieg programu
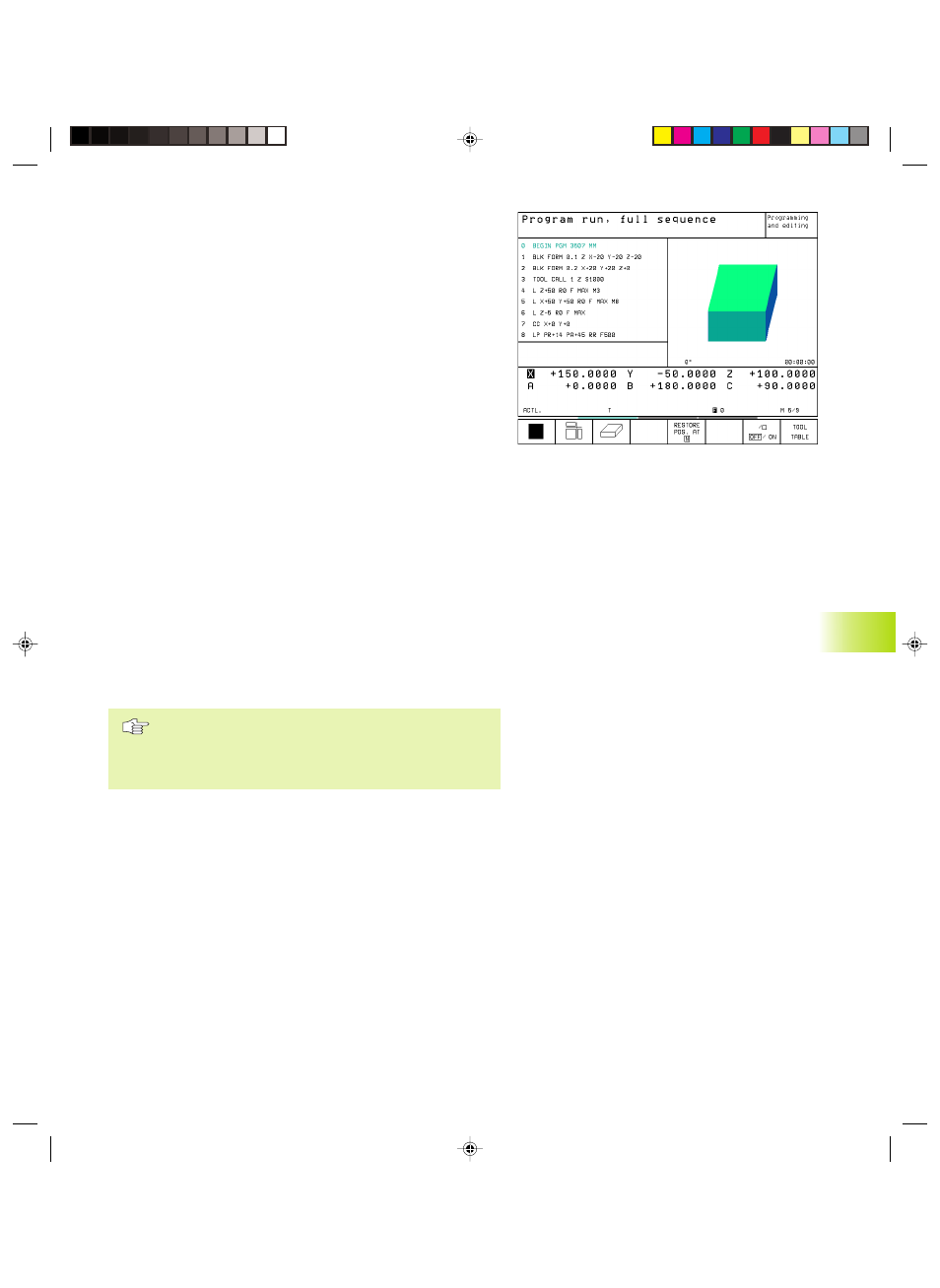
W rodzaju pracy przebieg programu według kolejności bloków,
TNC wykonuje program obróbki nieprzerwanie do końca programu
lub zaprogramowanego przerwania pracy.
W rodzaju pracy Przebieg programu pojedyńczymi blokami, TNC
wykonuje każdy blok oddzielnie po przyciśni ciu zewn trznego
przycisku START.
Nast puj ce funkcje TNC można wykorzystywać w rodzajach
pracy przebiegu programu:
■
Przerwać przebieg programu
■
Przebieg programu od określonego bloku
■
Przeskoczyć bloki
■
Wydać tabel narz dzie TOOL.T
■
Kontrolować i zmieniać Q parametry
■
Nałożyć pozycjonowanie przy pomocy koła r cznego
■
Funkcje dla prezentacji graficznej
■
Dodatkowy wyświetlacz stanu
Wykonać program obróbki
Przygotowanie
1 Zamocować przedmiot na stole maszynowym
2 Wyznaczyć punkt odniesienia
3 Wybrać niezb dne tabele i pliki paletowe (stan M)
4 Wybrać program obróbki (stan M)
Posuw i pr dkość obrotow wrzeciona można zmieniać
przy pomocy gałek obrotowych Override.
Poprzez Softkey FMAX można redukować pr dkość
biegu szybkiego, jeśli chcemy rozpocz ć NC program.
Przebieg programu według kolejności bloków
ú
Rozpocz ć program obróbki zewn trznym przyciskiem startu
Przebieg programu pojedyńczy blok
ú
Każdy blok programu obróbki startować oddzielnie zewn trznym
przyciskiem startu
Nkap11.pm6
27.06.2006, 14:22
311