5 slcykle – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 236
8 Programowanie: Cykle
220
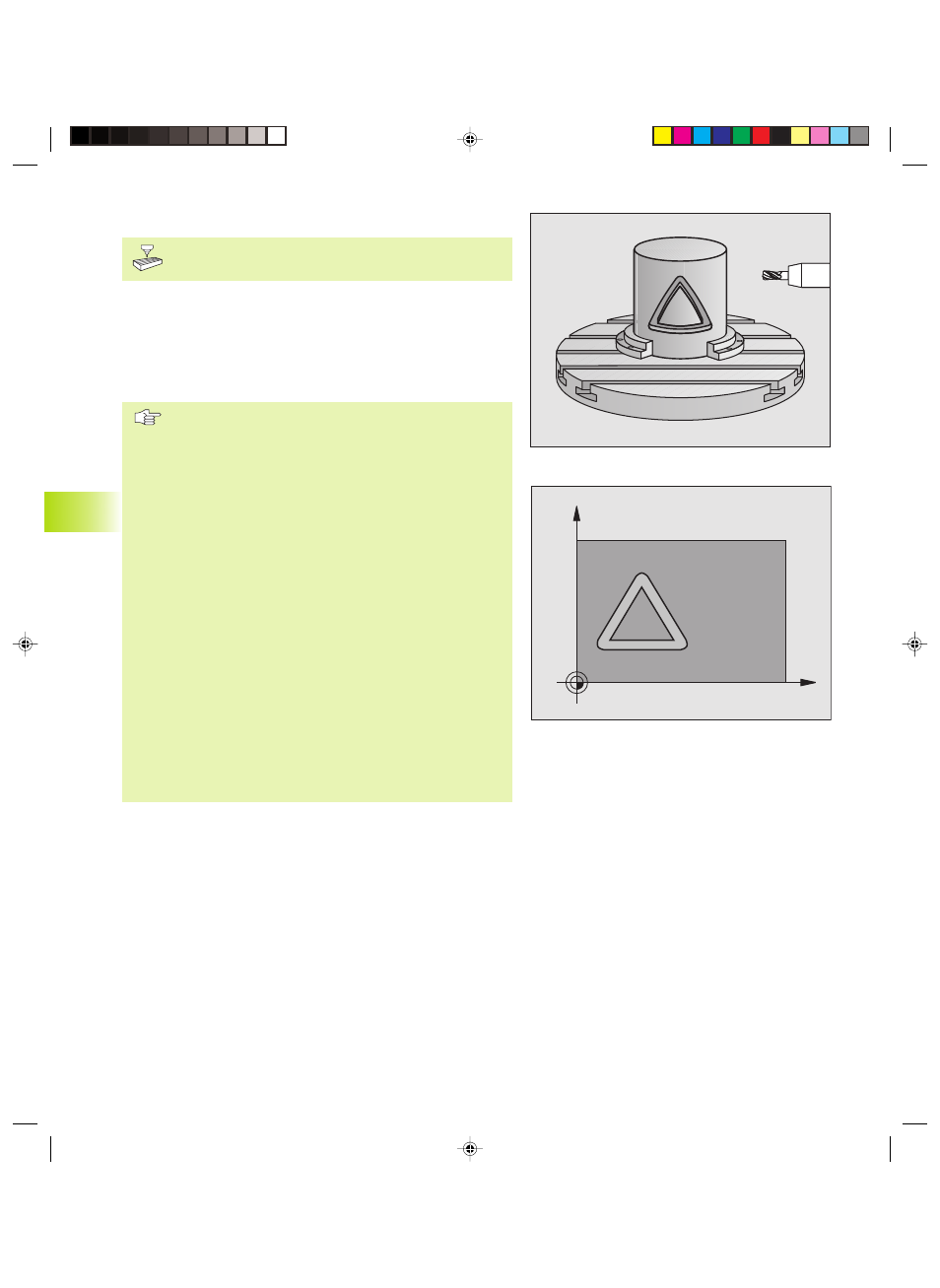
OSŁONA CYLINDRA frezowanie rowków (cykl 28)
Maszyna i TNC musz być przygotowane przez
producenta maszyn do cyklu 28 OSŁONA CYLINDRA.
Przy pomocy tego cyklu można przenieść zdefiniowany na
rozwini tym materiale rowek prowadz cy na osłon cylindra. W
przeciwieństwie do cyklu 27, TNC tak ustawia narz dzie przy tym
cyklu, że ścianki także przy aktywnej korekcji promienia zawsze
przebiegaj centrycznie do środka cylindra. Oprócz tego TNC
posuwa si automatycznie pomi dzy pocz tkiem konturu i końcem
konturu, tam i z powrotem.
Prosz uwzgl dnić przed programowaniem
Pami ć dla SL cyklu jest ograniczona. W jednym cyklu
SL można zaprogramować maksymalnie 128 bloków
prostych.
Znak liczby parametru Gł bokość określa kierunek
pracy.
Używać frezu z tn cym przez środek z bem czołowym
(DIN 844).
Cylinder musi być zamocowany na środku stołu
obrotowego.
Oś wrzeciona musi przebiegać prostopadle do osi stołu
obrotowego. Jeśli tak nie jest, TNC wydaje meldunek o
bł dach.
Pozycjonować wst pnie narz dzie w osi X (w osi
wrzeciona Y) przed wywołaniem cyklu na środku stołu
okr głego
Ten cykl można wykonywać także przy pochylonej
płaszczyźnie obróbki.
TNC sprawdza, czy skorygowany i nieskorygowany tor
narz dzia leży na obszarze wskazania osi obrotu (jest
zdefiniowany w parametrze maszynowym 810.x). Przy
komunikacie o bł dach ”Bł d programowania konturu”,
wprowadzić w tym przypadku MP 810.x = 0.
8.5 SLcykle
C
Z
Kkap8.pm6
27.06.2006, 14:22
220