HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 163
147
HEIDENHAIN TNC 426, TNC 430
Wł czyć zdefiniowane półkola pomi dzy
odcinkami prostymi: M112
Z przyczyn kompatybilności funkcja M112 znajduje si w dalszym
ci gu w dyspozycji. Aby określić tolerancj przy szybkim
frezowaniu konturu, firma HEIDENHAIN poleca jednakże użycie
cyklu TOLERANCJA (patrz ”8.8 Cykle specjalne”)
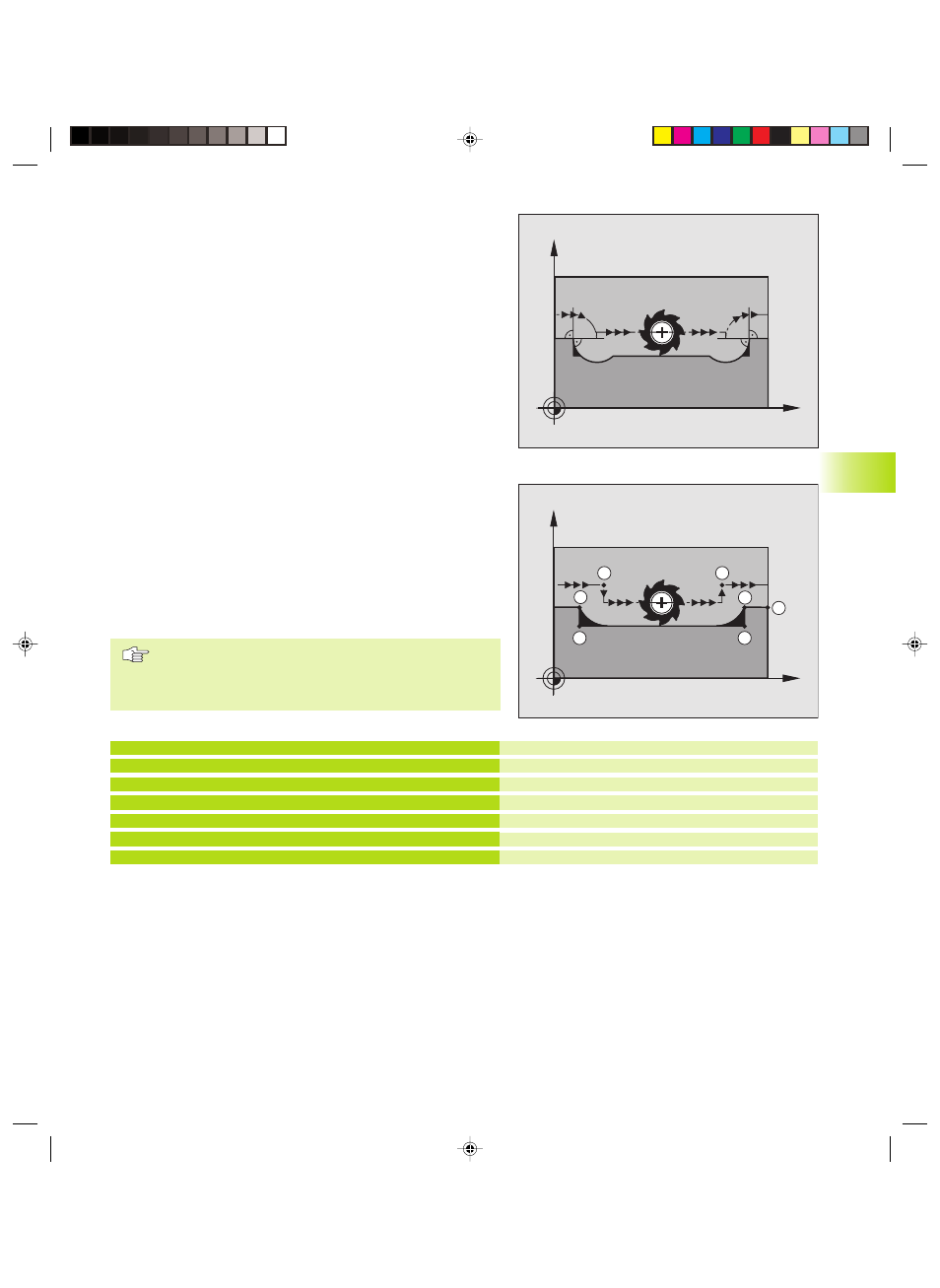
Obróbka małych stopni konturu: M97
Post powanie standardowe
TNC doł cza na narożu zewn trznym okr g przejściowy. Przy
bardzo małych stopniach konturu narz dzie uszkodziło by w ten
sposób kontur. Patrz rysunek po prawej stronie u góry.
TNC przerywa w takich miejscach przebieg programu i wydaje
komunikat o bł dach ”Promień narz dzia za duży”.
Post powanie z M97
TNC ustala punkt przeci cia toru kształtowego dla elementów
konturu jak w przy narożach wewn trznych i przemieszcza
narz dzie przez ten punkt. Patrz rysunek po prawej stronie na
dole.
Prosz programować M97 w tym bloku, w którym jest wyznaczony
ten punkt naroża zewn trznego.
Działanie
M97 działa tylko w tym bloku programu, w którym zaprogramowana
jest M97.
Naroże konturu zostaje przy pomocy M97 tylko
cz ściowo obrobione. Ewentualnie musi ten róg konturu
zostać obrobiony dodatkowo przy pomocy mniejszego
narz dzia.
7.4 Funkcje dodatkowe dla zachowania si narzdzi na torze kształtowym
X
Y
X
Y
S
16
17
15
14
13
S
Duży promień narz dzia
Dosun ć narz dzie do punktu 13 konturu
Obrabiać stopnie konturu 13 i 14
Dosun ć narz dzie do punktu 15 konturu
Obrobić stopnie konturu 15 i 16
Dosun ć narz dzie do punktu 17 konturu
NC bloki przykładowe
5
TOOL DEF L ... R+20
...
13
L X ... Y ... R.. F .. M97
14
L IY–0,5 .... R .. F..
15
L IX+100 ...
16
L IY+0,5 ... R .. F.. M97
17
L X .. Y ...
Hkap7.pm6
27.06.2006, 14:22
147