4 t rójwymiar owa kor ekcja narzdzi, Dozwolone formy narz dzi – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 104
88
5 Programowanie: Narz dzia
Współrz dne dla pozycjin X,Y, Z i dla normalnych
płaszczyznowych NX, NY, NZ, lub TX, TY, TZ, musz
mieć t sam kolejność w NC bloku.
W LN bloku prosz podawać zawsze wszystkie
współrz dne i normalne płaszczyznowe, także jeśli te
wartości nie zmieniły si w porównaniu do
poprzedniego bloku.
3D korekcja z normalnymi płaszczyznowymi jest
obowi zuj c dla danych o wpółrz dnych w osiach
głównych X, Y, Z.
Jeśli zostaje wymienione narz dzie z naddatkiem
(dodatnie wartości delty), TNC wydaje komunikaty o
bł dach. Ten komunikat o bł dach można skasować
przy pomocy funkcji M107 (patrz”5.2 Dane o
narz dziach, zmiana narz dzia”).
TNC nie ostrzega komunikatem o bł dach, jeśli
naddatki narz dzia uszkodziłyby kontur.
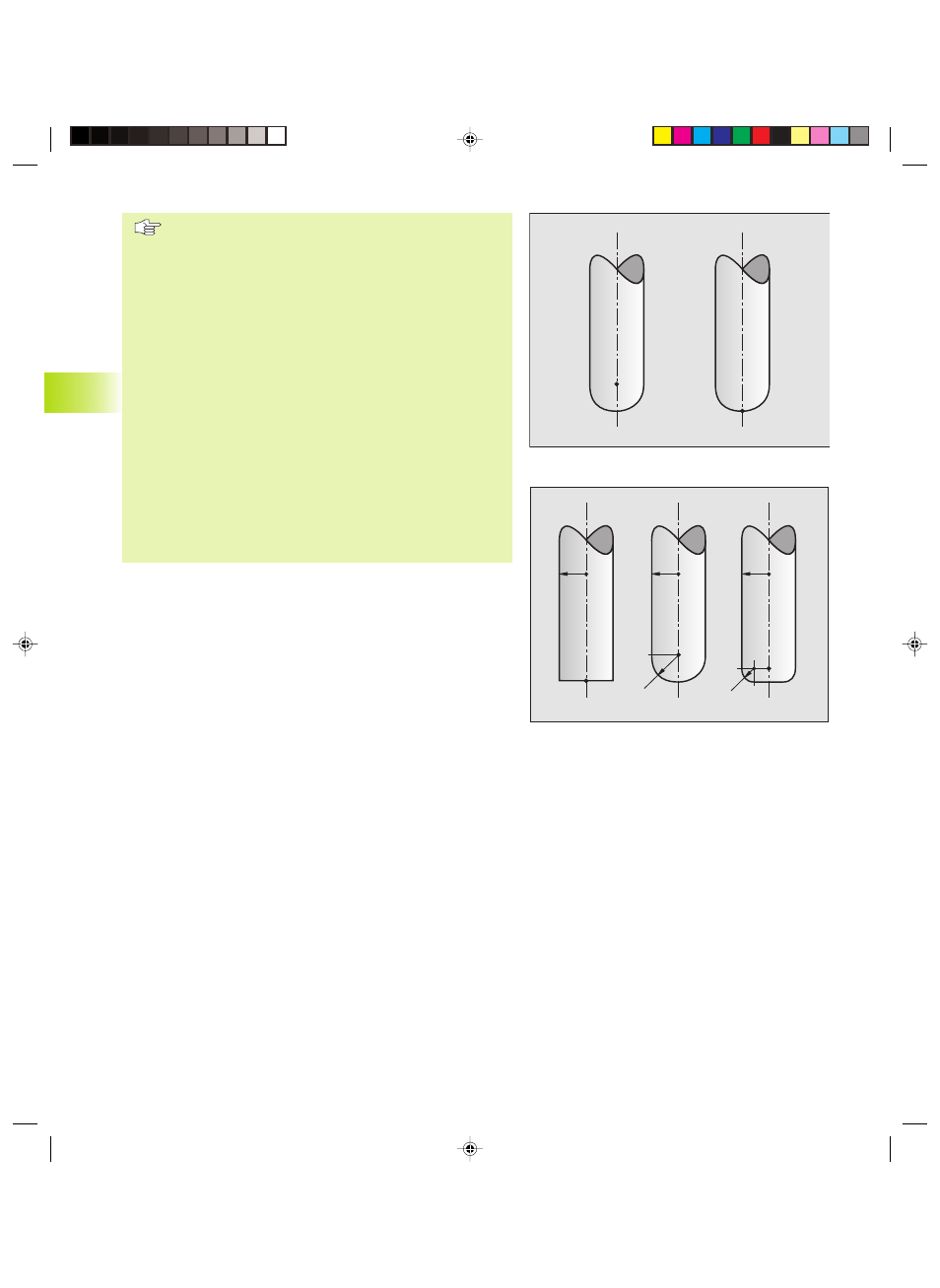
Poprzez parametr maszynowy 7680 określa si , czy
CAD system skorygował długość narz dzia przez
centrum kuli P
T
czy przez biegun południowy kuli
P
SP
patrz rysunek po prawej stronie u góry).
Dozwolone formy narz dzi
Dozwolone formy narz dzi (patrz rysunek po prawej stronie na
środku) określa si w tabeli narz dzi poprzez promienie narz dzia
R i R2:
Promień narz dzia:
wymiar od punktu środkowego narz dzia do strony zewn trznej
narz dzia
Promień narz dzia 2: R2
promień zaokr glenia od wierzchołka ostrza narz dzia do strony
zewn trznej narz dzia
Stosunek R do R2 określa form narz dzia:
R2 = 0
Frez trzpieniowy (palcowy)
R2 = R
Frez kształtowy
0 < R2 < R
Frez kształtowy narożny
Z tych danych wynikaj także współrz dne dla punktu odniesienia
narz dzia P
T
.
5.4 T
rójwymiar
owa kor
ekcja narzdzi
P
T
P
SP
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
Fkap5.pm6
27.06.2006, 14:22
88