4 trójwymiarowa korekcja narz dzi, 4 t rójwymiar owa kor ekcja narzdzi – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 103
87
HEIDENHAIN TNC 426, TNC 430
5.4
Trójwymiarowa korekcja
narz dzi
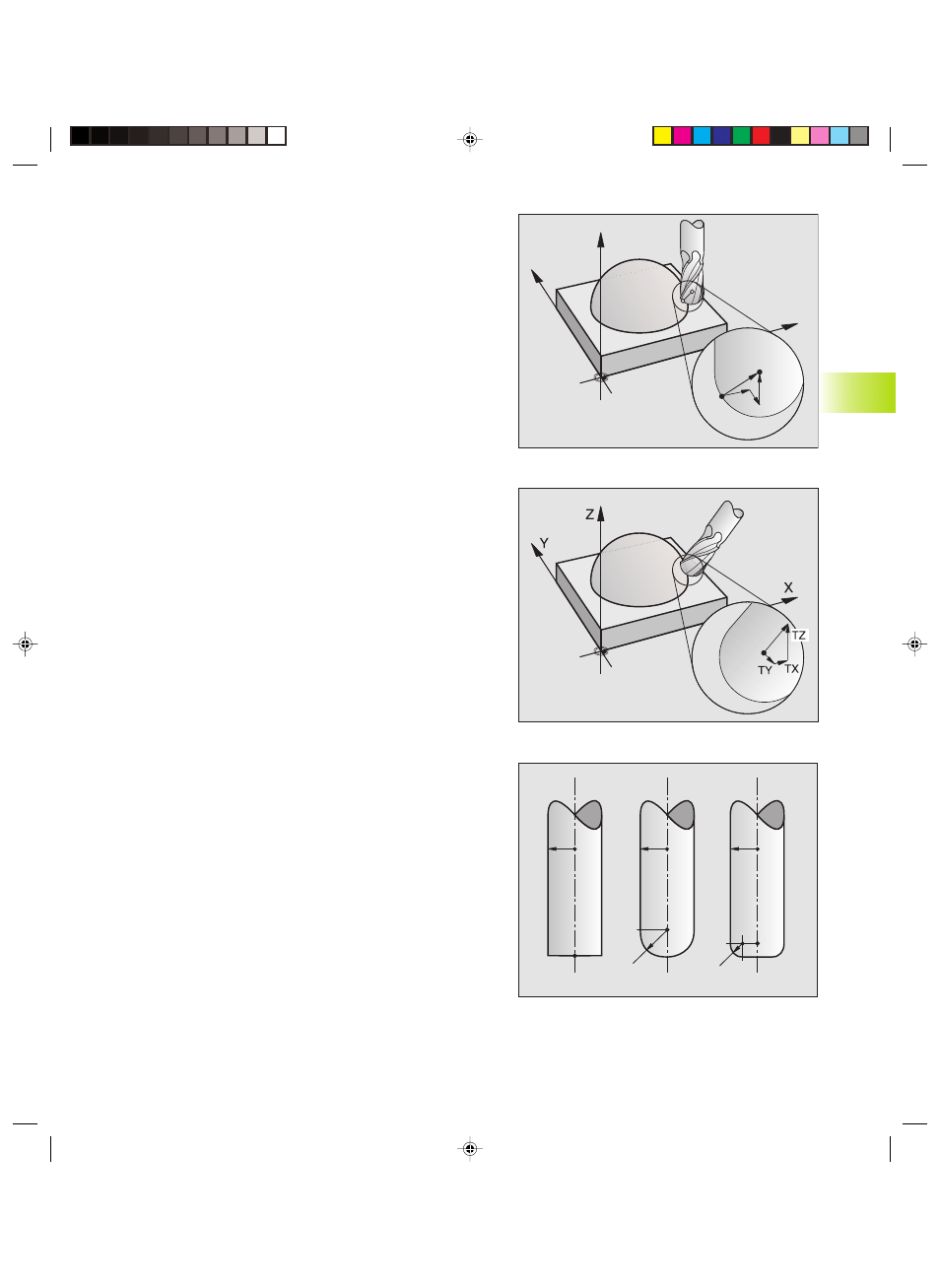
TNC może wypełniać trójwymiarow korekcj narz dzi (3D
korekcja) dla zapisów obróbki po prostych. Oprócz współrz dnych
X,Y i Z punktu końcowego prostej, musz te bloki zawierać także
komponenty NX, NY i NZ wektora normalnej płaszczyznowej (patrz
rysunek po prawej stronie u góry i objaśnienie niżej na tej stronie).
Jeśli chcemy oprócz tego przeprowadzić ustawienie narz dzia lub
trójwymiarow korekcj promienia, musz te bloki zawierać
dodatkowo znormowany wektor z komponentami TX, TY i TZ, który
określa ustawienie narz dzia (patrz rysunek po prawej stronie na
środku). Punkt końcowy prostej, komponenty normalnych
płaszczyznowych i komponenty dla ustawienia narz dzia musz
zostać obliczone przez CAD system.
Możliwości zastosowania
■
Zastosowanie narz dzi z wymiarami, które nie zgadzaj si z
obliczonymi przez CAD system wymiarami (3D korekcja bez
definicji ustawienia narz dzia)
■
Face Milling: Korekcja geometrii freza w kierunku normalnych
płaszczyznowych (3D korekcja bez i z definicj ustawienia
narz dzia). Obróbka skrawaniem nast puje w pierwszej linii przy
pomocy strony czołowej narz dzia
■
Peripheral Milling: Korekcja promienia freza prostopadle do
kierunku ruchu i prostopadle do kierunku ustawienia narz dzia
(trójwymiarowa korekcja promienia z definicj ustawienia
narz dzia). Obróbka skrawaniem nast puje w pierwszej linii przy
pomocy powierzchni bocznej narz dzia
Definicja znormowanego wektora
Znormowany wektor jest wielkości matematyczn , która wynosi 1
i posiada dowolny kierunek. W przypadku LN bloków TNC
potrzebowałaby do dwóch znormowanych wektorów, jeden aby
określić kierunek normalnych płaszczyznowych i jeszcze jeden,
aby określić ustawienie narz dzia. Kierunek normalnych
płaszczyznowych jest określony przez komponenty NX, NY i NZ.
On wskazuje przy frezach trzpieniowych i kształtowych
prostopadle od powierzchni obrabianego przedmiotu do punktu
odniesienia narz dzia P
T
, przy frezie kształtowym narożnym przez
P
T
” lub P
T
(patrz rysunek po prawej stronie na dole). Kierunek
ustawienia narz dzia jest określony przez komponenty TX, TY i TZ
5.4 T
rójwymiar
owa kor
ekcja narzdzi
Z
Y
X
P
T
NZ
P
NX
NY
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
Fkap5.pm6
27.06.2006, 14:22
87