5 slcykle – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 230
8 Programowanie: Cykle
214
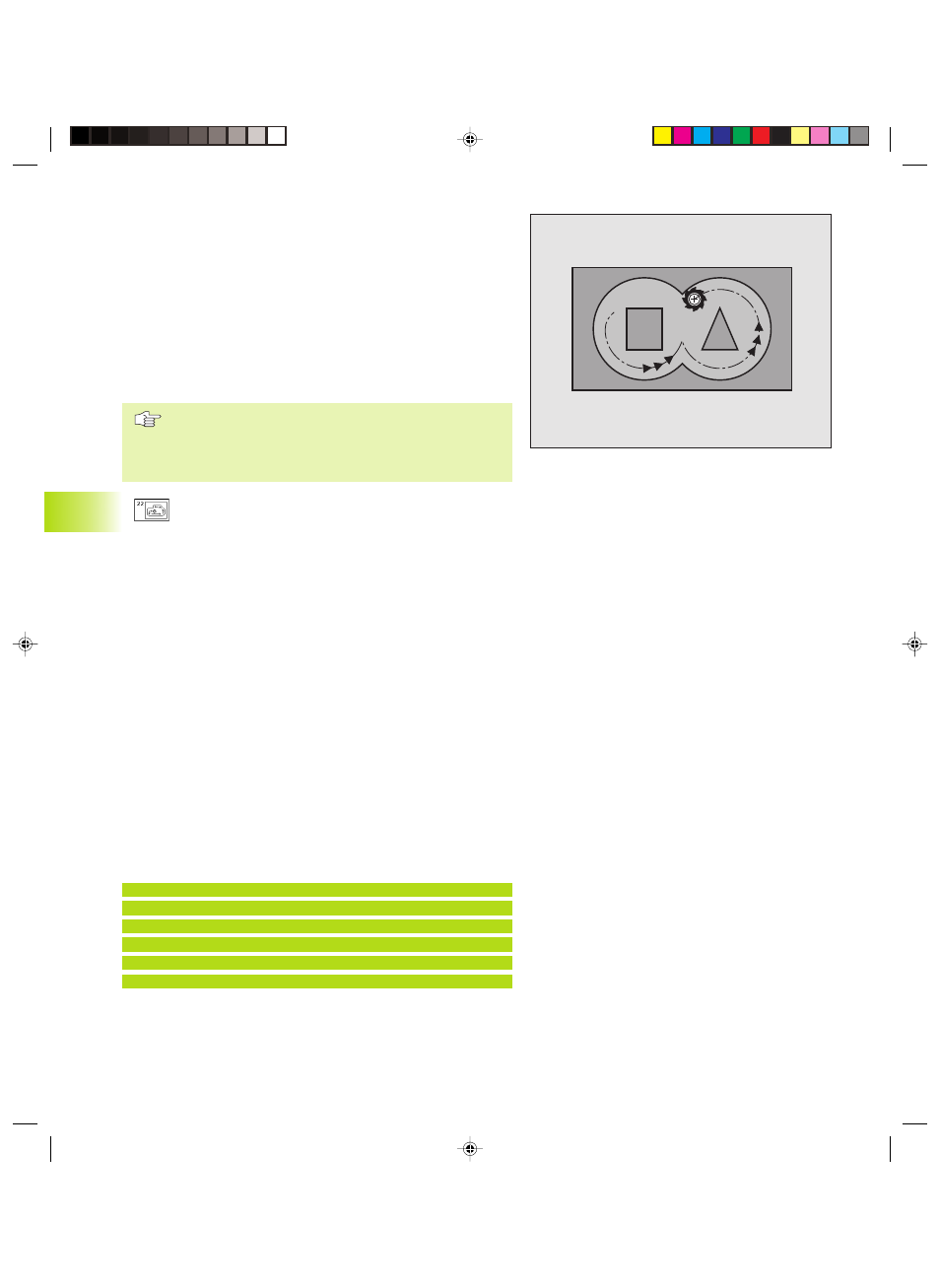
PRZECI GANIE (cykl 22)
1 TNC pozycjonuje narz dzie nad punktem wci cia; przy tym
zostaje uwzgl dniony naddatek na obróbk wykańczaj c
powierzchni bocznych
2 Na pierwszej gł bokości dosuwu narz dzie frezuje kontur z
posuwem frezowania Q12 od wewn trz na zewn trz
3 Przy tym zostaj wyfrezowane powierzchnie przyłożenia konturu
wysepki (tu: C/D) ze zbliżeniem do konturu wybrania (tu A/B)
4 Nast pnie TNC obrabia kontur wybrania na gotowo i narz dzie
odsuwa na bezpieczn wysokość
Prosz uwzgl dnić przed programowaniem
W razie potrzeby użyć tn cego przez środek kła
czołowego (DIN 844) lub dokonać wiercenia wst pnego
przy pomocy cyklu 21.
ú
Gł bokość dosuwu Q10 (przyrostowo): wymiar, o jaki
narz dzie zostaje każdorazowo dosuni te
ú
Posuw dosuwu na gł bokość Q11: posuw
pogł biania w mm/min
ú
Posuw rozwiercania Q12: posuw frezowania w
mm/min
ú
Numer narz dzia wst pnego przeci gania Q18:
numer narz dzia, przy pomocy którego TNC
dokonała wst pnego przeci gania. Jeśli nie
dokonano wst pnego przeci gania wprowadzić ”0”;
jeśli wprowadza si tu numer, TNC przeci ga tylko t
cz ść, która nie mogła być obrobiona narz dziem
przeci gania wst pnego
Jeżeli nie można dosun ć narz dzia z boku do
obszaru przeci gania na gotowo, TNC zagł bia
narz dzie ruchem posuwisto zwrotnym; w tym celu
należy zdefiniować w tabeli narz dzi TOOL.T (patrz
rozdział 5.2) długość ostrza narz dzi LCUTS i k t
maksymalnego zagł bienia ANGLE narz dzia. W
przeciwnym razie TNC wydaje komunikat o bł dach
ú
Posuw przy ruchu posuwisto zwrotnym Q19: posuw
ruchem posuwisto zwrotnym w
mm/min
NC bloki przykładowe:
59 CYKL DEF 22.0 PRZECI GANIE
Q10=+5
;GŁ BOKOŚĆ DOSUWU
Q11=100
;POSUW DOSUWU NA GŁ B.
Q12=350
;POSUW PRZY PRZECI GANIU
Q18=1
;NARZ DZIE ZGRUBNEJ OBRÓBKI
Q19=150
;POSUW PRZY RUCHU POS.ZWR.
C
D
A
B
8.5 SLcykle
Kkap8.pm6
27.06.2006, 14:22
214