HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 211
195
HEIDENHAIN TNC 426, TNC 430
ú
Posuw dosuwu na gł bokość: pr dkość
przemieszczania si narz dzia przy wci ciu w
materiał
ú
1 sza długość kraw dzi : długość rowka; 1 szy
kierunek ci cia określić poprzez znak liczby
ú
2 ga długość kraw dzi : szerokość rowka
ú
Posuw F: pr dkość przemieszczania si narz dzia na
płaszczyźnie obróbki
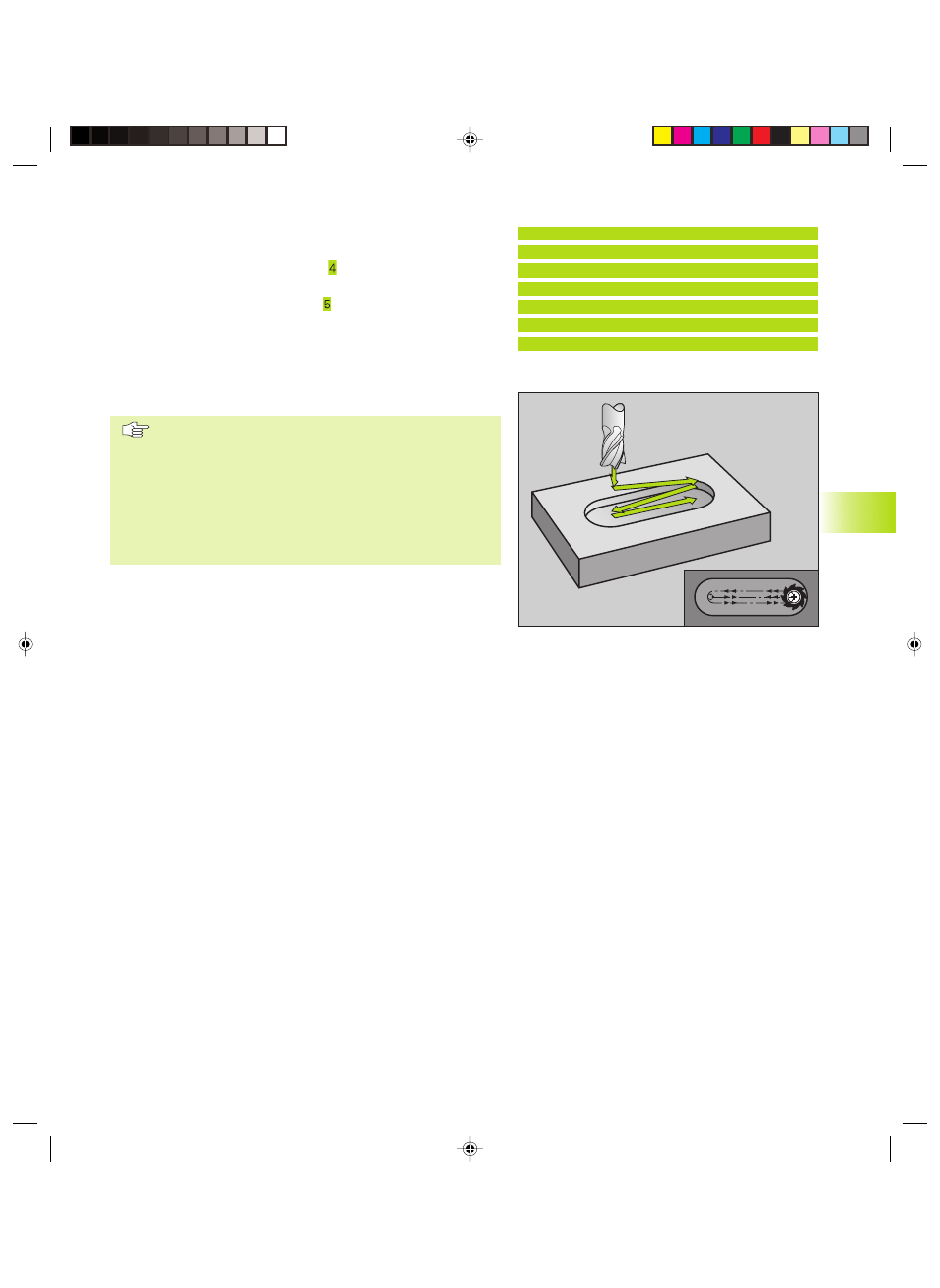
ROWEK (rowek podłużny) z pogł bianie ruchem
posuwisto zwrotnym (cykl 210)
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru Gł bokość określa kierunek
pracy.
Wybrać średnic freza nie wi ksz niż szerokość rowka
i nie mniejsz niż jedna trzecia szerokości rowka.
Prosz wybrać średnic freza mniejsz od połowy
długości rowka: w przeciwnym razie TNC nie może
pogł biać narz dzia ruchem posuwisto zwrotnym.
Obróbka zgrubna
1 TNC pozycjonuje narz dzie na biegu szybkim w osi wrzeciona
na 2 g bezpieczn wysokość i nast pnie do centrum lewego
okr gu; stamt d TNC pozycjonuje narz dzie na bezpiecznej
wysokości nad powierzchni obrabianego przedmiotu
2 Narz dzie przesuwa si z posuwem frezowania na powierzchni
obrabianego przedmiotu; stamt d frez przemieszcza si w
kierunku wzdłużnym rowka wcinaj c si ukośnie w materiał
do centrum prawego okr gu
3 Nast pnie narz dzie przemieszcza si przy ukośnym
zagł bieniu z powrotem do lewego okr gu; te kroki powtarzaj
si , aż zostanie osi gni ta zaprogramowana gł bokość
frezowania
4 Na gł bokości frezowania TNC przemieszcza narz dzie do
frezowania płaszczyzn na drugi koniec rowka i potem znowu na
środek rowka
Obróbka wykańczaj ca
5 Od środka rowka TNC przemieszcza narz dzie stycznie do
gotowego konturu; po tym TNC dokonuje obróbki konturu na
gotowo ruchem współbieżnym (przy M3), jeśli wprowadzono
uprzednio także z kilkoma dosuwami
6 Przy końcu konturu narz dzie przesuwa si stycznie od konturu
do środka rowka
7 Na koniec narz dzie przemieszcza si na biegu szybkim FMAX
na bezpieczn wysokość z powrotem i jeśli wprowadzono na
2 g bezpieczn wysokość
8.3 Cykle dla fr
ezowania wybrań, czopów i r
owków wpustowych
NC bloki przykładowe:
44 CYKL DEF 3.0 FREZOWANIE ROWKÓW
45 CYKL DEF 3.1 ODST 2
46 CYKL DEF 3.2 GŁ BOKOŚĆ 20
47 CYKL DEF 3.3 DOSUW 5 F100
48 CYKL DEF 3.4 X+80
49 CYKL DEF 3.5 Y12
50 CYKL DEF 3.6 F275
Kkap8.pm6
27.06.2006, 14:22
195