2 cykle wier cenia – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 182
8 Programowanie: Cykle
166
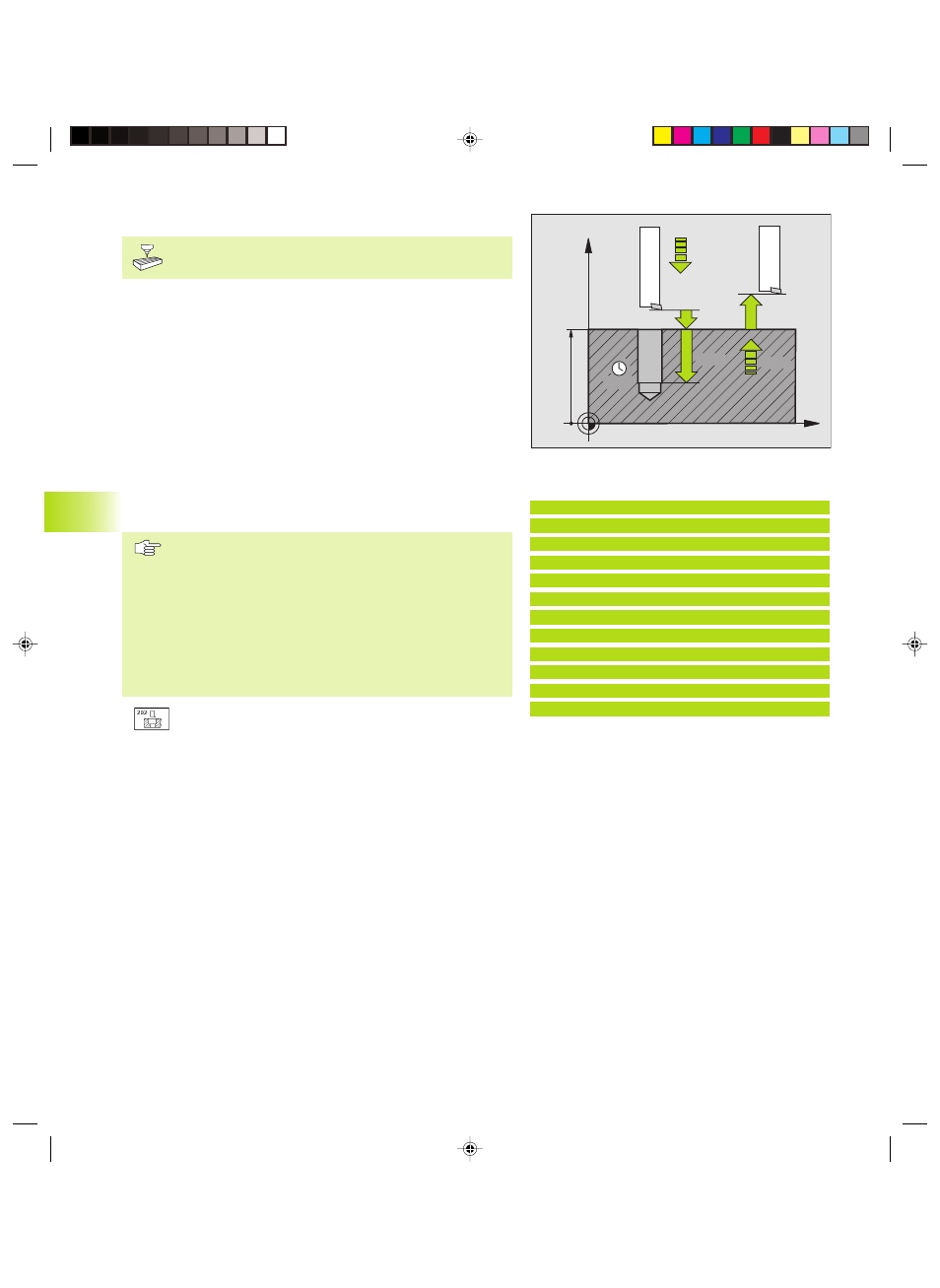
POWIERCENIE (cykl 202)
Maszyna i TNC musz być przygotowane przez
producenta maszyn do użycia cyklu 202.
1 TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim
FMAX na bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2 Narz dzie wierci z posuwem wiercenia na zadan gł bokość
3 Na dnie odwiertu narz dzie przebywa krótko jeśli to zostało
wprowadzone z obracaj cym si wrzecionem do wyjścia z
materiału
4 Nast pnie TNC przeprowadza orientacj wrzeciona na pozycj 0°
5 Jeśli została wybrana praca narz dzia po wyjściu z materiału,
TNC przemieszcza narz dzie w wprowadzonym kierunku 0,2 mm
(wartość stała)
6 Nast pnie TNC przemieszcza narz dzie z posuwem ruchu
powrotnego na bezpieczn wysokość i stamt d jeśli
wprowadzono na FMAX na 2 g bezpieczn wysokość
Prosz zwrócić uwag przed rozpocz ciem
programowania
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia R0.
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki).
TNC odtwarza na końcu cyklu stan chłodziwa i
wrzeciona, który obowi zywał przed wywołaniem cyklu.
ú
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
Gł bokość Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i dnem
wiercenia
ú
Posuw dosuwu na gł bokość Q206: pr dkość
przemieszczenia narz dzia przy wytaczaniu w mm/min
ú
Przerwa czasowa na dole Q211: czas w sekundach,
w którym narz dzie przebywa na dnie odwiertu
ú
Posuw ruchu powrotnego Q208: pr dkość
przemieszczania si narz dzia przy wyjściu z
odwiertu w mm/min. Jeśli wprowadzone jest Q208 = 0
to obowi zuje posuw dosuwu na gł bokość
ú
Współ. powierzchni obrabianego przedmiotu Q203
(bezwzgl dna): współrz dna obrabianego przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
8.2 Cykle wier
cenia
NC bloki przykładowe:
9 CYKL DEF 202 WYTACZANIE
Q200=2
;BEZPIECZNA WYSOK.
Q201= 20
;GŁ BOKOŚĆ
Q206=150
;POSUW DOSUWU NA GŁ B.
Q211=0.5
;PRZERWA CZAS. NA DOLE
Q208=500
;POSUW RUCHU
POWROTNEGO
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZPIECZNA WYSOK.
Q214=1
;KIERUNEK ODJAZDU Z
MATERIAŁU
Q336=0
;K T WRZECIONA
Kkap8.pm6
27.06.2006, 14:22
166