HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 286
10 Programowanie: Q parametry
270
10.1 Zasada i przegld funkcji
10.1 Zasada i przegl d funkcji
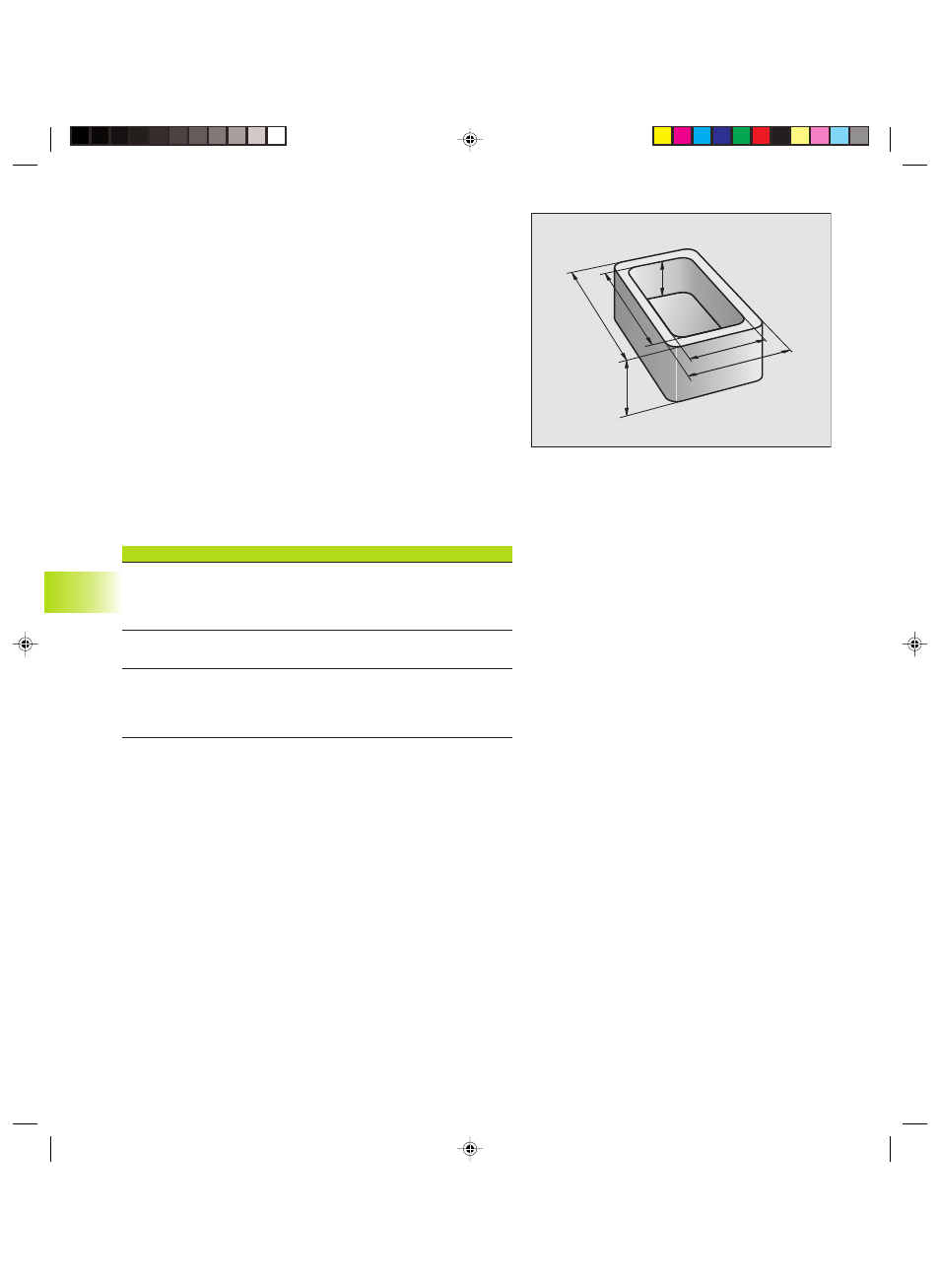
Przy pomocy Q parametrów można definiować jednym programem
obróbki cał rodzin cz ści. W tym celu prosz w miejsce wartości
liczbowych wprowadzić stanowiska: Q parametry.
Q parametry zast puj na przykład
■
Wartości współrz dnych
■
Posuwy
■
Pr dkości obrotowe
■
Dane cyklu
Poza tym można przy pomocy Q parametrów programować
kontury, które s określone poprzez funkcje matematyczne lub
można wykonanie oddzielnych kroków obróbki uzależnić od
warunków logicznych. W poł czeniu z SK programowaniem,
można kombinować także kontury, które nie s odpowiednio dla
NC wymiarowane, z Q parametrami.
Q parametr oznaczony jest liter Q i numerem od 0 do 299.
Q parametry s podzielone na trzy grupy:
Znaczenie
Zakres
Swobodnie używalne parametry, globalnie
Q0 do Q99
działaj ce dla wszystkich znajduj cych si w
pami ci TNC programów
Parametry dla funkcji specjalnych TNC
Q100 do Q199
Parametry, które stosowane s przede wszystkim
dla cykli, działaj globalnie dla wszystkich
Q200 do Q399
znajduj cych si w pami ci TNC programów
Wskazówki do programowania
Q parametry i wartości liczbowe mog zostać wprowadzone do
programu pomieszane ze sob .
Można przyporz dkować Q parametrom wartości liczbowe
pomi dzy –99 999,9999 i +99 999,9999 . Wewn trznie TNC
może obliczać wartości liczbowe do szerokości wynosz cej 57
bitów przed i do 7 bitów po punkcie dziesi tnym (32 bity
szerokości liczby odpowiadaj wartości dziesi tnej wynosz cej
4 294 967 296).
Q4
Q2
Q3
Q1
Q5
Q6
Mkap10.pm6
27.06.2006, 14:22
270