4 cykle dla wytwarzania wzorów punktowych – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 221
Advertising
205
HEIDENHAIN TNC 426, TNC 430
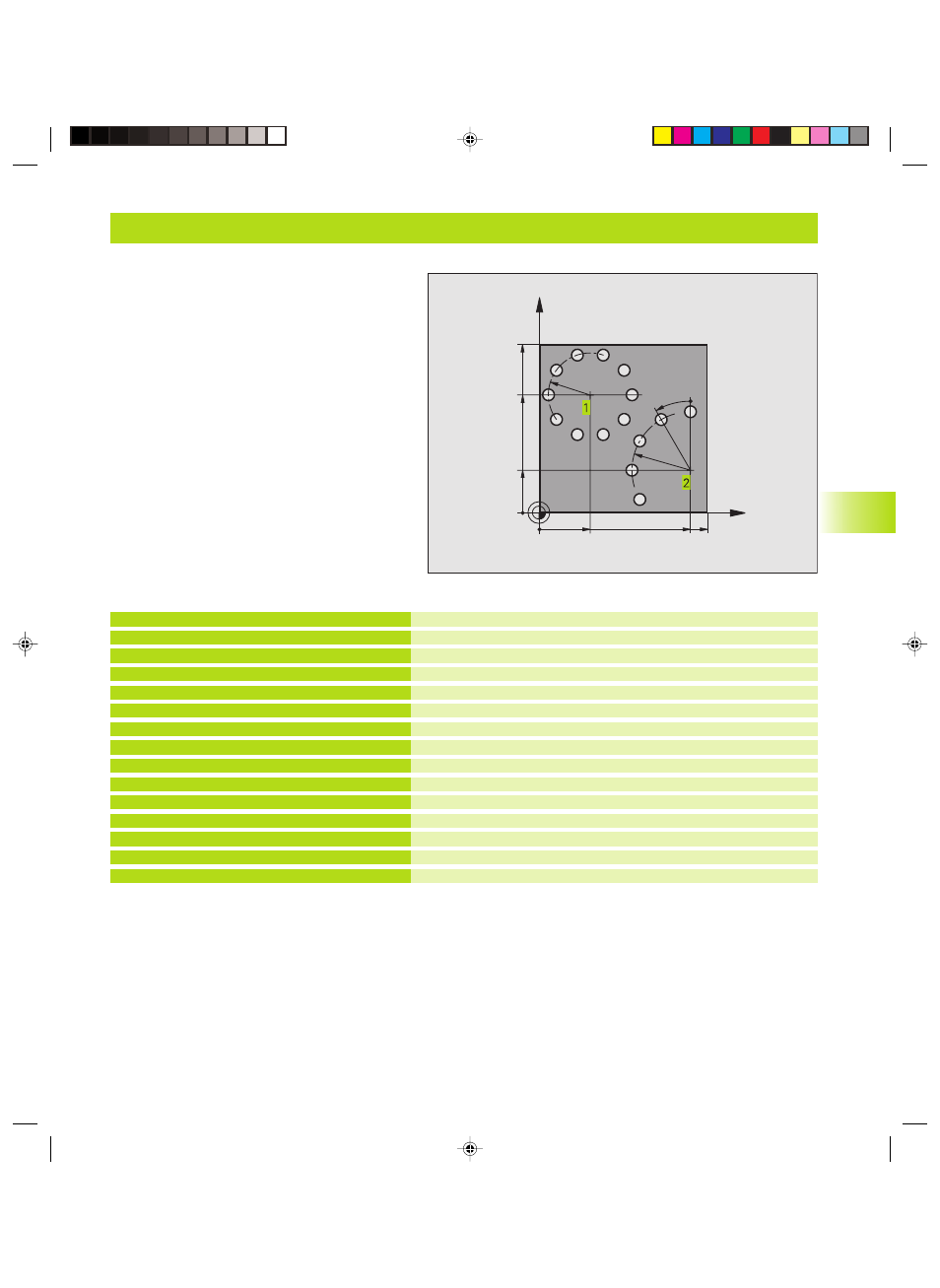
Przykład: koła otworów!
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić narz dzie
Definicja cyklu wiercenie
0 BEGIN PGM WIERC: MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX M3
6 CYKL DEF 200 WIERCENIE
Q200=2 ;BEZP. WYSOKOŚĆ
Q201= 15 ;GŁ BOKOŚĆ
Q206=250 ;F DOSUWU NA GŁ B.
Q202=4 ;GŁ BOKOŚĆ DOSUWU
Q210=0 ;PRZERWA CZAS.
Q203=+0 ;WSPÓŁ. POWIERZ.
Q204=0 ;2 GA BEZP. WYSOK.
Q211=0.25 ;PRZERWA CZASOWA NA DOLE
8.4 Cykle dla wytwarzania wzorów punktowych
X
Y
30
70
100
100
R25
R35
30°
90
25
Kkap8.pm6
27.06.2006, 14:22
205
Advertising
Podręcznik ten jest związany z następujących produktów: