2 cykle wier cenia – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 196
8 Programowanie: Cykle
180
ú
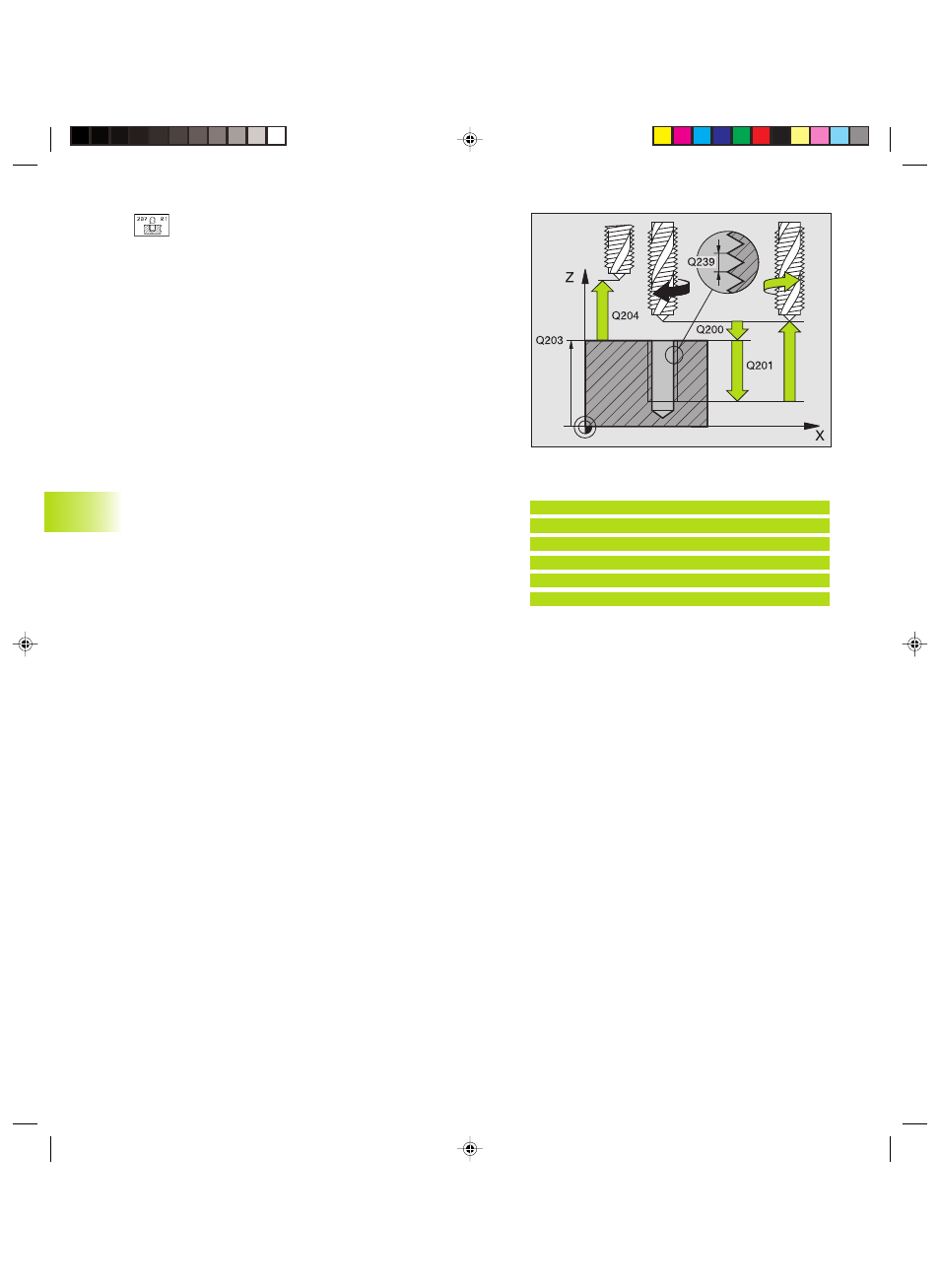
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy ostrzem narz dzia (pozycja startu) i
powierzchni obrabianego przedmiotu
ú
Gł bokość wiercenia Q201 (przyrostowo): odst p
pomi dzy powierzchni obrabianego przedmiotu
(pocz tek gwintu) i końcem gwintu
ú
Skok gwintu Q239
skok gwintu. Znak liczby określa gwint prawo i
lewoskr tny:
+ = gwint prawoskr tny
– = gwint lewoskr tny
ú
Współ. powierzchni obrabianego przedmiotu Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
Wysuni cie narz dzia z materiału przy przerwaniu programu
Jeśli w czasie nacinania gwintu naciskamy zewn trzny klawisz
Stop, TNC pokazuje Softkey WYSUN Ć NARZ. R CZ. Jeśli
naciśniemy WYSUN Ć NARZ. R CZ., można wysun ć narz dzie,
samodzielnie steruj ć nim, z materiału. Prosz w tym celu
nacisn ć przycisk dodatniego ustawienia aktywnej osi wrzeciona.
8.2 Cykle wier
cenia
NC bloki przykładowe:
26 CYKL DEF 207 GWINTOWANIE GS NOWE
Q200=2 ;BEZP. WYSOKOŚĆ.
Q201= 20 ;GŁ BOKOŚĆ
Q239=+1 ;SKOK GWINTU
Q203=+0 ;WSPÓŁ. POWIERZCHNI
Q204=50 ;2 GA BEZP. WYSOKOŚĆ
Kkap8.pm6
27.06.2006, 14:22
180