6 cykle dla fr ezowania metod wier szowania – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 251
235
HEIDENHAIN TNC 426, TNC 430
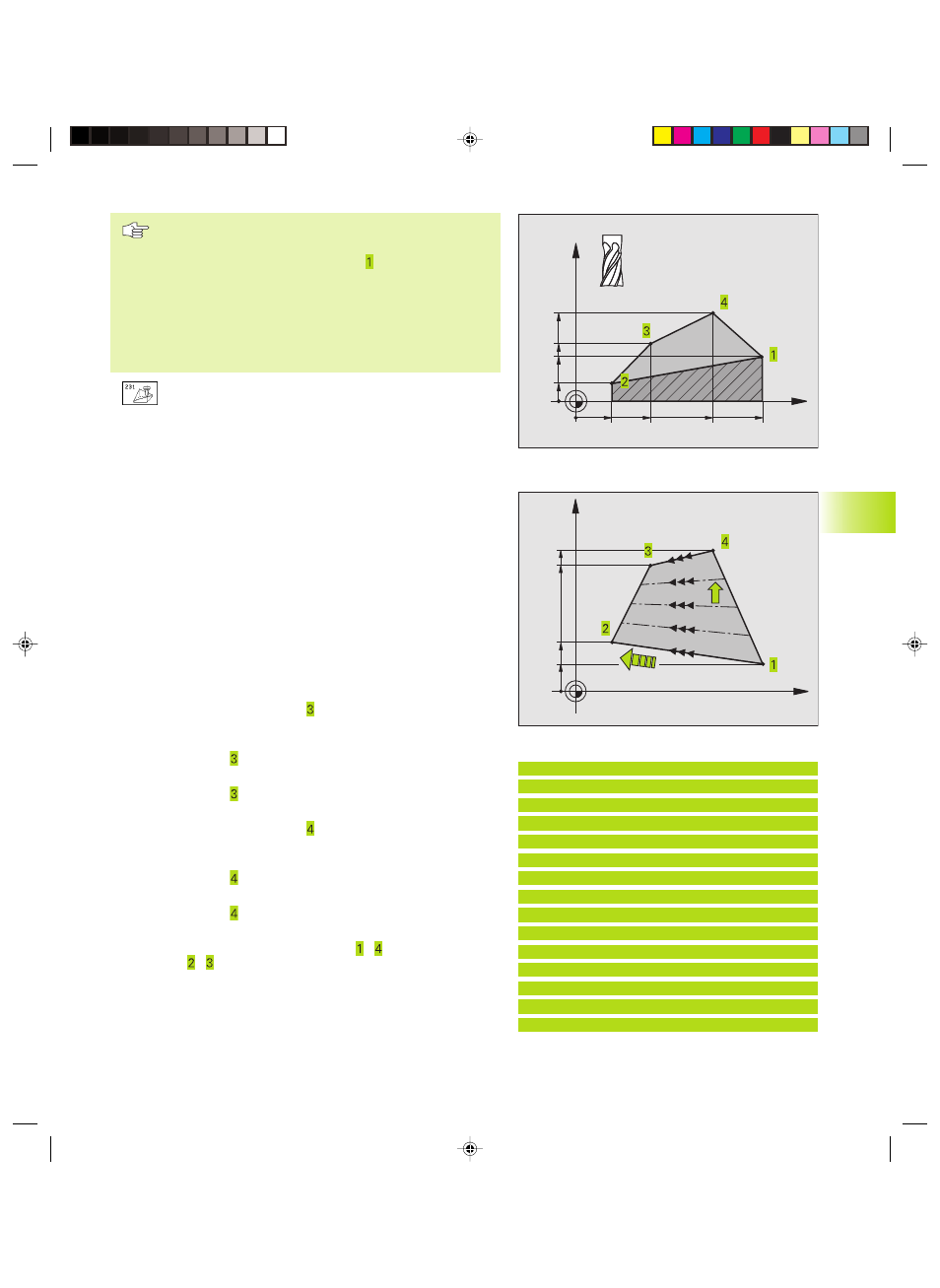
Prosz uwzgl dnić przed programowaniem
TNC pozycjonuje narz dzie od aktualnej pozycji 3D
ruchem po prostej do punktu startu . Tak
wypozycjonować narz dzie, aby nie mogło dojść do
kolizji z przedmiotem lub mocowadłami.
TNC przemieszcza narz dzie z korekcj promienia R0
mi dzy zadanymi pozycjami
W tym przypadku użyć freza z tn cym przez środek
z bem czołowym (DIN 844).
ú
Punkt startu 1 szej osi Q225 (bezwzgl dny):
współrz dna punktu startu frezowanej wierszowaniem
powierzchni w osi głównej płaszczyzny obróbki
ú
Punkt startu 2 giej osi Q226 (bezwzgl dny):
współrz dna punktu startu obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki
ú
Punkt startu 3 ciej osi Q227 (bezwzgl dny):
współrz dna punktu startu obrabianej wierszowaniem
powierzchni w osi wrzeciona
ú
2 gi punkt 1 szej osi Q228 (bezwzgl dny):
współrz dna punktu końcowego obrabianej
wierszowaniem powierzchni w osi głównej płaszczyzny
obróbki
ú
2 gi punkt 2 giej osi Q229 (bezwzgl dny): współrz dna
punktu końcowego obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki
ú
2 gi punkt 3 ciej osi Q230 (bezwzgl dny): współrz dna
punktu końcowego obrabianej wierszowaniem
powierzchni w osi wrzeciona
ú
3 ci punkt 1 szej osi Q231 (bezwzgl dny):
współrz dna punktu w osi głównej płaszczyzny
obróbki
ú
3 ci punkt 2 giej osi Q232 (bezwzgl dny): współrz dna
punktu w osi pomocniczej płaszczyzny obróbki
ú
3 ci punkt 3 ciej osi Q233 (bezwzgl dny): współrz dna
punktu w osi wrzeciona
ú
4 ty punkt 1 szej osi Q234 (bezwzgl dny):
współrz dna punktu w osi głównej płaszczyzny
obróbki
ú
4 ty punkt 2 giej osi Q235 (bezwzgl dny): współrz dna
punktu w osi pomocniczej płaszczyzny obróbki
ú
4 ty punkt 3 ciej osi Q236 (bezwzgl dny): współrz dna
punktu w osi wrzeciona
ú
Liczba przejść Q240: liczba wierszy, które wykonuje
narz dzie pomi dzy punktem i lub mi dzy punktem
i przy obróbce
ú
Posuw frezowania Q207: pr dkość przemieszczania
narz dzia przy frezowaniu w mm/min. TNC wykonuje
pierwsze przejście pr dkości wynosz c połow
zaprogramowanej wartości.
8.6 Cykle dla fr
ezowania metod wier
szowania
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
NC bloki przykładowe:
72 CYKL DEF 231 POW. PROSTOK.
Q225=+0
;PUNKT STARTU 1 SZEJ OSI
Q226=+5
;PUNKT STARTU 2 GIEJ OSI
Q227= 2
;PUNKT STARTU 3 CIEJ OSI
Q228=+100 ;2 GI PUNKT 1 SZEJ OSI
Q229=+15
;2 GI PUNKT 2 GIEJ OSI
Q230=+5
;2 GI PUNKT 3 CIEJ OSI
Q231=+15
;3 CI PUNKT 1 SZEJ OSI
Q232=+125 ;3 CI PUNKT 2 GIEJ OSI
Q233=+25
;3 CI PUNKT 3 CIEJ OSI
Q234=+85
;4 TY PUNKT 1 SZEJ OSI
Q235=+95
;4 TY PUNKT 2 GIEJ OSI
Q236=+35
;4 TY PUNKT 3 CIEJ OSI
Q240=40
;LICZBA PRZEJŚĆ
Q207=500
;POSUW FREZOWANIA
Kkap8.pm6
27.06.2006, 14:22
235