2 podstawy o funkcjach toru kształtowego – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 119
103
HEIDENHAIN TNC 426, TNC 430
Pozycjonowanie wst pne
Prosz tak pozycjonować narz dzie na pocz tku programu
obróbki, aby wykluczone było uszkodzenie narz dzia lub
obrabianego przedmiotu.
Zestawianie zapisów programu przy pomocy przycisków
funkcji toru kształtowego
Szarymi przyciskami funkcji toru kształtowego rozpoczyna si
dialog tekstem otwartym. TNC dopytuje si po kolei wszystkich
informacji i wł cza zapis programu do programu obróbki.
Przykład – programowanie prostej:
Otworzyć dialog programowania: np. prosta
Współrz dne?
<
10
Wprowadzić współrz dne punktu końcowego
prostej
5
Kor. prom. : RL/RR/bez korekcji ?
<
Wybrać korekcj promienia: np. Softkey RL
nacisn ć, narz dzie przesuwa si po lewej
stronie od konturu
Posuw F=? / F MAX = ENT
<
100
Wprowadzić posuw i klawiszem ENT
potwierdzić: np. 100 mm/min. Przy INCH
programowaniu (w calach): wpis 100 odpowiada
posuwowi wynosz cemu 10 cal/min
Przemieszczenie na biegu szybkim: nacisn ć
Softkey FMAX lub
Przemieszczenie z automatycznie obliczonym
posuwem (tabele danych o obróbce): nacisn ć
Softkey FAUTO
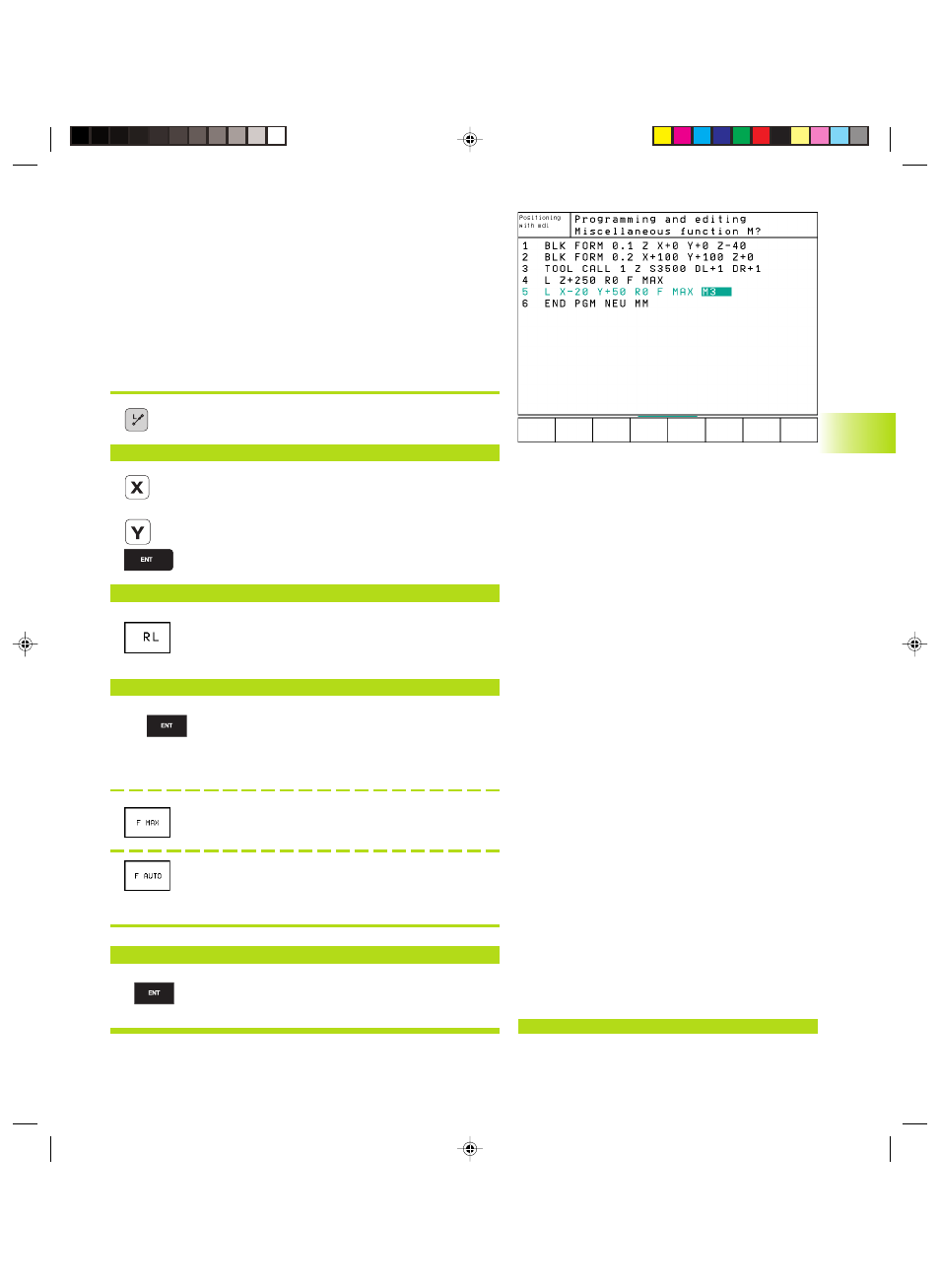
Funkcja dodatkowa M ?
<
3
Wprowadzić funkcj dodatkow np. M3 i
zakończyć dialog klawiszem ENT
6.2 Podstawy o funkcjach toru kształtowego
Program obróbki pokazuje wiersz:
L X+10 Y+5 RL F100 M3
Gkap6.pm6
27.06.2006, 14:22
103