HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 127
111
HEIDENHAIN TNC 426, TNC 430
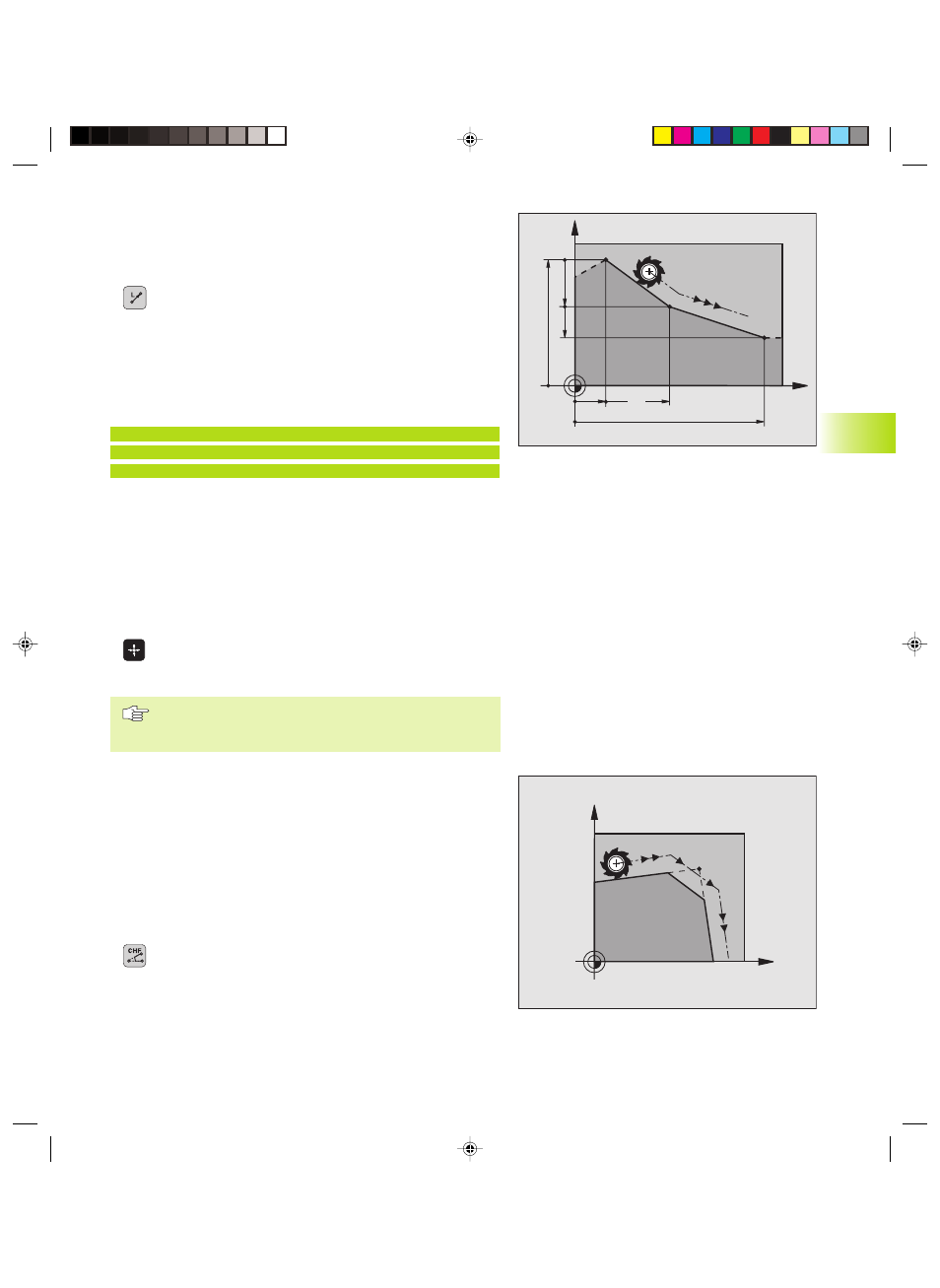
Prosta L
TNC przemieszcza narz dzie po prostej od jego aktualnej pozycji
do punktu końcowego prostej. Punkt startu jest jednocześnie
punktem końcowym poprzedniego zapisu.
ú
Wprowadzić współrz dne punktu końcowego prostej
Jeśli konieczne:
ú
Korekcj promienia RL/RR/R0
ú
Posuw F
ú
Funkcja dodatkowa M
NC bloki przykładowe
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY 15
9 L X+60 IY 10
Przej ć pozycj rzeczywist
Blok prostych (L blok) można tworzyć klawiszem ”Przej ć pozycj
rzeczywist ”:
ú
Prosz przesun ć narz dzie w rodzaju pracy Obsługa
r czna na pozycj , która ma być przej ta
ú
Przeł czyć wyświetlacz monitora na Program wprowadzić do
pami ci/edycja
ú
Wybrać zapis programu, za którym ma być wł czony L blok
ú
Nacisn ć klawisz ”Przej ć pozycj rzeczywist ”:
TNC wytwarza L blok ze współrz dnymi pozycji
rzeczywistej
Liczb osi, które zapami tuje TNC w L bloku, określa
si przez MOD funkcj (patrz ”12. MOD funkcje, wybór
osi dla generowania L bloku”).
Fazk CHF umieścić pomi dzy dwoma prostymi
Na rogach konturu, które powstaj poprzez przeci cie si dwóch
prostych, można wykonać fazki.
■
W zapisach prostych przed i po CHF zapisie prosz
zaprogramować każdorazowo obydwie współrz dne
płaszczyzny, w której zostanie wykonana fazka
■
Korekcja promienia przed i po CHF zapisie musi być taka sama
■
Fazka musi być wykonywalna przy pomocy używanego na
danym etapie narz dzia
ú
Odcinek fazki: wprowadzić długość fazki
Jeśli konieczne:
ú
Posuw F (działa tylko w CHF bloku)
Prosz zwrócić uwag na wskazówki znajduj ce si na nast pnej
stronie!
X
Y
60
15
40
10
10
20
X
Y
6.4 Przemieszczenia po konturze współrzdne pr
ostoktne
Gkap6.pm6
27.06.2006, 14:22
111