6 cykle fr ezowania metod wier szowania – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 249
233
HEIDENHAIN TNC 426, TNC 430
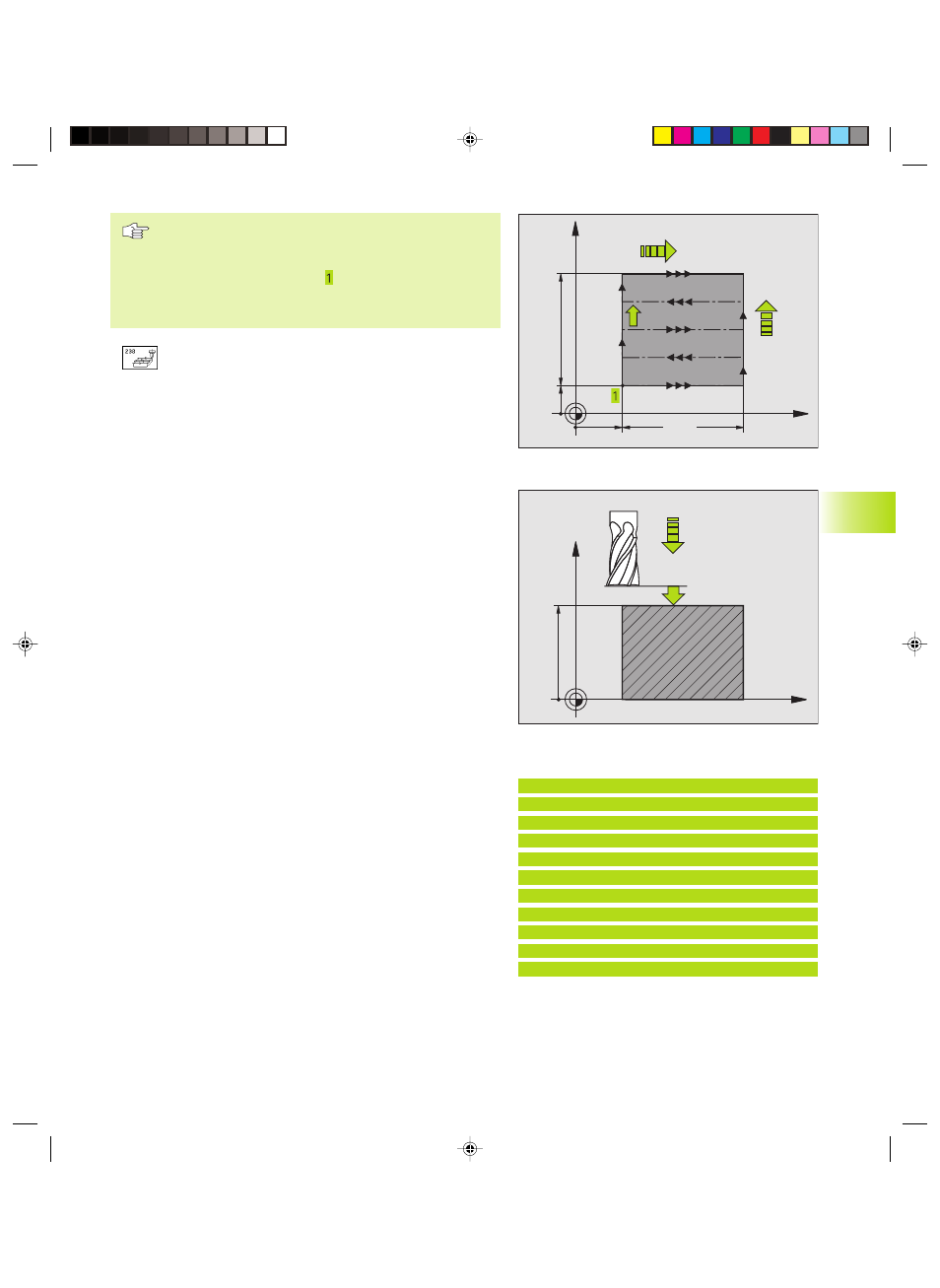
Prosz zwrócić uwag przed programowaniem
TNC pozycjonuje narz dzie od aktualnej pozycji
najpierw na płaszczyźnie obróbki i nast pnie w osi
wrzeciona do punktu startu .
Tak wypozycjonować narz dzie, aby nie mogło dojść do
kolizji z przedmiotem lub mocowadłami.
ú
Punkt startu 1 szej osi Q225 (bezwzgl dny):
współrz dna min punktu obrabianej wierszowaniem
powierzchni w osi głównej płaszczyzny obróbki
ú
Punkt startu 2 giej osi Q226 (bezwzgl dna):
współrz dna min punktu obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki
ú
Punkt startu 3 ciej osi Q227 (bezwzgl dny):
wysokość w osi wrzeciona, na której dokonuje si
frezowania wierszowaniem
ú
1 sza długość boku Q218 (przyrostowo): długość
frezowanej wierszowaniem powierzchni w osi
głównej powierzchni obróbki, odniesiona do punktu
startu 1 szej osi
ú
2 ga długość boku Q219 (przyrostowo): długość
frezowanej wierszowaniem powierzchni w osi
pomocniczej płaszczyzny obróbki, odniesiona do
punktu startu 2 giej osi
ú
Liczba przejść Q240: liczba wierszy, na których TNC
ma przemieścić narz dzie na szerokości
ú
Posuw dosuwu na gł bokość Q206: pr dkość
przemieszczania narz dzia przy najeździe z
bezpiecznej wysokości na gł bokość frezowania w
mm/min
ú
Posuw frezowania Q207: pr dkość przemieszczania
narz dzia przy frezowaniu w mm/min
ú
Posuw poprzeczny Q209: pr dkość przemieszczania
narz dzia przy przesuwaniu si do nast pnego
wiersza w mm/min; jeśli przesuwa si poprzecznie w
materiale, to Q209 wprowadzić mniejszym od Q207;
jeśli przesuwa si narz dzie poza materiałem, to
Q209 może być wi kszy od Q207
ú
Bezpieczna wysokość Q200 (przyrostowo): pomi dzy
ostrzem narz dzia i gł bokości frezowania dla
pozycjonowania na pocz tki i na końcu cyklu
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
8.6 Cykle fr
ezowania metod wier
szowania
NC bloki przykładowe:
71 CYKL DEF 230 FREZ. WIELOPLA.
Q225=+10
;PUNKT STARTU 1 SZEJ OSI
Q226=+12
;PUNKT STARTU 2 GIEJ OSI
Q227=+2.5 ;PUNKT STARTU 3 CIEJ OSI
Q218=150
;1 SZA DŁUGOŚĆ BOKU
Q219=75
;2 GA DŁUGOŚĆ BOKU
Q240=25
;LICZBA PRZEJŚĆ
Q206=150
;POSUW DOSUWU NA GŁ B.
Q207=500
;POSUW FREZOWANIA
Q209=200
;POSUW POPRZECZ.
Q200=2
;BEZPIECZNA WYSOKOŚĆ
Kkap8.pm6
27.06.2006, 14:22
233