HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 209
193
HEIDENHAIN TNC 426, TNC 430
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru gł bokość określa kierunek
pracy.
Jeżeli czop ma być wyfrezowany jednym chodem, to
prosz używać freza z tn cym przez środek z bem
czołowym (DIN 844). Prosz wprowadzić dla posuwu
dosuwu na gł bokość niewielk wartość.
ú
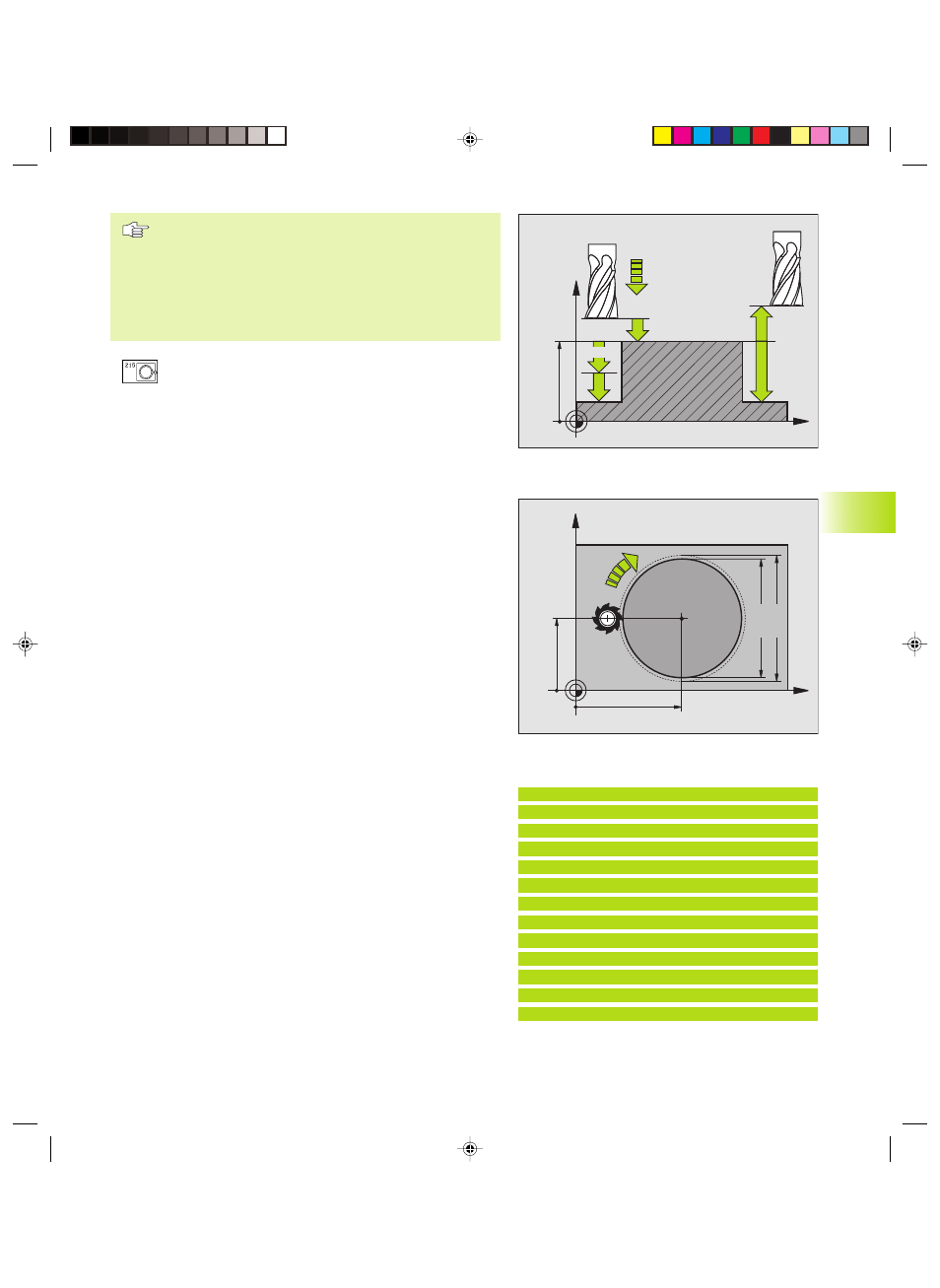
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
Gł bokość Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i podstaw
czopu
ú
Posuw dosuwu na gł bokość Q206: pr dkość
przemieszczania narz dzia przy najeździe na
gł bokość w mm/min. Jeśli narz dzie zagł bia si w
materiał, to wprowadzić niewielk wartość; jeżeli
narz dzie zagł bia si poza materiałem, wtedy
wprowadzić wi ksz wartość
ú
Gł bokość dosuwu Q202 (przyrostowo): wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te;
wprowadzić wartość wi ksz od 0
ú
Posuw frezowania Q207: pr dkość przemieszczania
si narz dzia przy frezowaniu w mm/min
ú
Współ. powierzchni obrabianego przedmiotu Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
Środek 1 szej osi Q 216 (bezwzgl dna): środek czopu
w osi głównej płaszczyzny obróbki
ú
Środek 2 giej osi Q217 (bezwzgl dna): środek czopu
w osi pomocniczej płaszczyzny obróbki
ú
Średnica półwyrobu Q222: średnica obrobionego
wst pnie czopu; wprowadzić średnic półwyrobu
wi ksz od średnicy cz ści gotowej
ú
Średnica cz ści gotowej Q223: średnica
obrobionego na gotowo czopu; wprowadzić średnic
cz ści gotowej mniejsz od średnicy półwyrobu
8.3 Cykle dla fr
ezowania wybrań, czopów i r
owków wpustowych
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222
NC bloki przykładowe:
43 CYKL DEF 215 WYBRANIE KOŁ.
OBRABIAĆ NA GOTOWO
Q200=2
;BEZP. WYSOKOŚĆ.
Q201= 20
;GŁ BOKOŚĆ
Q206=150
;POSUW DOSUWU NA GŁ B.
Q202=5
;GŁ BOKOŚĆ DOSUWU
Q207=500
;POSUW FREZOWANIA
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZP. WYSOKOŚĆ
Q216=+50
;ŚRODEK 1 SZEJ OSI
Q217=+50
;ŚRODEK 2 GIEJ OSI
Q222=81
;ŚREDNICA PÓŁWYROBU
Q223=80
;ŚREDNICA CZ ŚCI GOT.
Kkap8.pm6
27.06.2006, 14:22
193