2 cykle wier cenia – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 199
183
HEIDENHAIN TNC 426, TNC 430
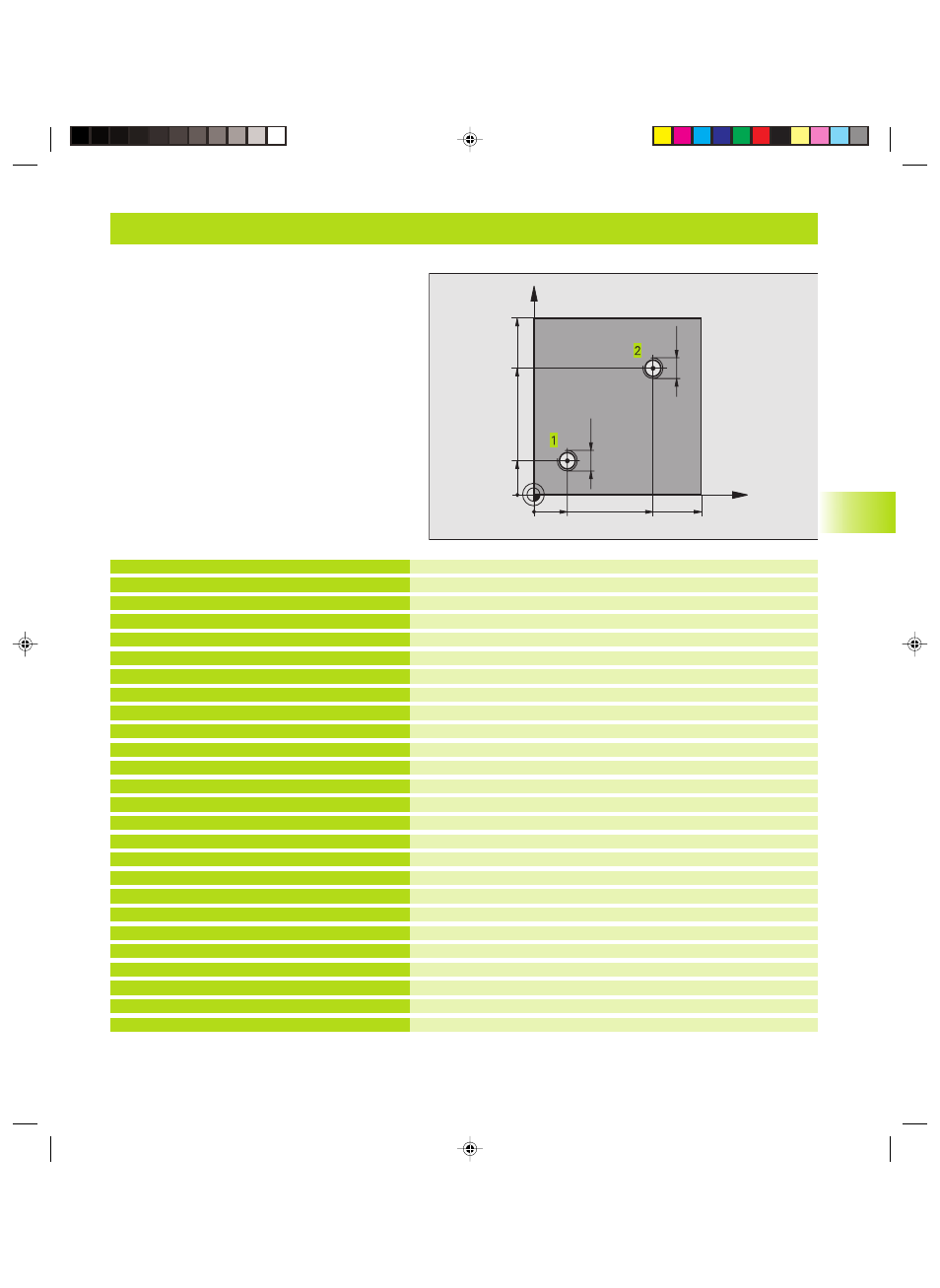
Przykład: cykle wiercenia
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić narz dzie
Definicja cyklu nacinanie gwintu
Dosun ć narz dzie do wiercenia 1
Wywołać podprogram 1
Dosun ć narz dzie do wiercenia 2
Wywołać podprogram 1
Wysun ć narz dzie z materiału, koniec programu głównego
Podprogram 1: nacinanie gwintu
Zorientować wrzeciono (powtórne nacinanie możliwe)
Przesun ć narz dzie dla bezkolizyjnego zagł bienia (zależne od
przekroju rdzenia i narz dzia)
Pozycjonować wst pnie bieg szybki
Najechać na gł bokość startow
Narz dzie ponownie na środek wiercenia
Wywołać cykl 18
wysun ć narz dzie z materiału
Koniec podprogramu 1
0 BEGIN PGM C18 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
4 TOOL CALL 1 Z S100
5 L Z+250 R0 F MAX
6 CYKL DEF 18.0 NACINANIE GWINTU
7 CYKL DEF 18.1 GŁ BOKOŚĆ +30
8 CYKL DEF 18.2 SKOK 1,75
9 L X+20 Y+20 R0 F MAX
10 CALL LBL 1
11 L X+70 Y+70 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
14 LBL 1
15 CYKL DEF 13.0 ORIENTACJA
16 CYKL DEF 13.1 K T 0
17 L IX 2 R0 F1000
18 L Z+5 R0 F MAX
19 L Z 30 R0 F1000
20 L IX+2
21 CYKL CALL
22 L Z+5 R0 F MAX
23 LBL 0
24 END PGM C18 MM
Przebieg programu
■
Cykl wiercenia programować w programie
głównym
■
Programowanie obróbki w podprogramie (patrz
”9 Programowanie: podprogramy i powtórzenia
cz ści programu”)
8.2 Cykle wier
cenia
X
Y
20
20
100
100
70
70
M12
M12
Kkap8.pm6
27.06.2006, 14:22
183