3 kor ekcja narzdzia – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 100
84
5 Programowanie: Narz dzia
Korekcja promienia narz dzia
Zapis programu dla przemieszczenia narz dzia zawiera
■
RL lub RR dla korekcji narz dzia
■
R+ lub R–, dla korekcji promienia przy równoległym do osi ruchu
przemieszczenia
■
R0, nie ma być przeprowadzona korekcja promienia
Korekcja promienia działa, bezpośrednio po wywołaniu narz dziai
po jego przemieszczeniu na płaszczyźnie obróbki przy pomocy RL
lub RR.
TNC anuluje także korekcj promienia, jeśli:
■
programowany jest blok pozycjonowania z R0
■
opuszczany jest kontur przy pomocy funkcji DEP
■
programowany jest PGM CALL
■
jeśli wybiera si nowy program z PGM MGT
Przy korekcji promienia zostaj uwzgl dnione wartości delta
zarówno z TOOL CALL zapisu jak i z tabeli narz dzi:
Wartość korekcji = R + DR
TOOL CALL
+ DR
TAB
z
R
promieniem narz dzia R z TOOL DEF bloku lub tabeli
narz dzi
DR
TOOL CALL
Naddatek DR dla promienia z bloku TOOL CALL
(nie zostaje uwzgl dniony przez wyświetlacz
położenia)
DR
TAB
Naddatek DR dla promienia z tabeli narz dzi
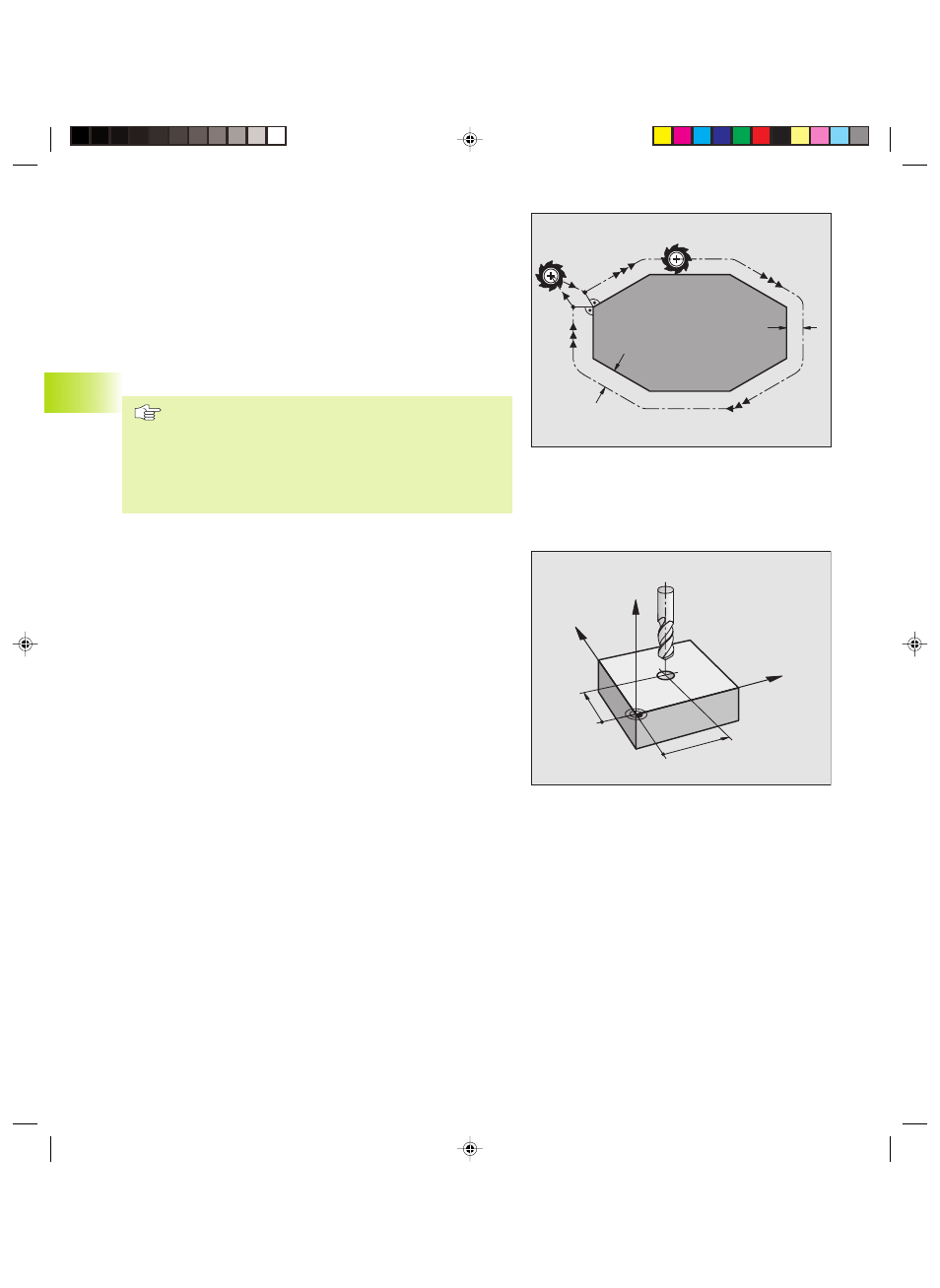
Ruchy kształtowe bez korekcji promienia: R0
Narz dzie przemieszcza na płaszczyźnie obróbki swój punkt
środkowy na zaprogramowanym torze kształtowym lub do punktów
o zaprogramowanych współrz dnych.
Zastosowanie: wiercenia, wst pne pozycjonowanie
patrz rysunek po prawej stronie.
Ruchy kształtowe z korekcj promienia: RR i RL
RR Narz dzie przemieszcza si na prawo od konturu
RL Narz dzie przemieszcza si na lewo od konturu
Punkt środkowy narz dzia leży w odległości równej promieniowi
narz dzia od zaprogramowanego konturu. ”Na prawo” i ”na lewo”
oznacza położenie narz dzia w kierunku przemieszczenia wzdłuż
konturu obrabianego przedmiotu. Patrz rysunki na nast pnej
stronie.
5.3 Kor
ekcja narzdzia
R
R
R0
RL
Y
X
Z
X
Y
Fkap5.pm6
27.06.2006, 14:22
84