2 cykle wier cenia – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 190
8 Programowanie: Cykle
174
8.2 Cykle wier
cenia
ú
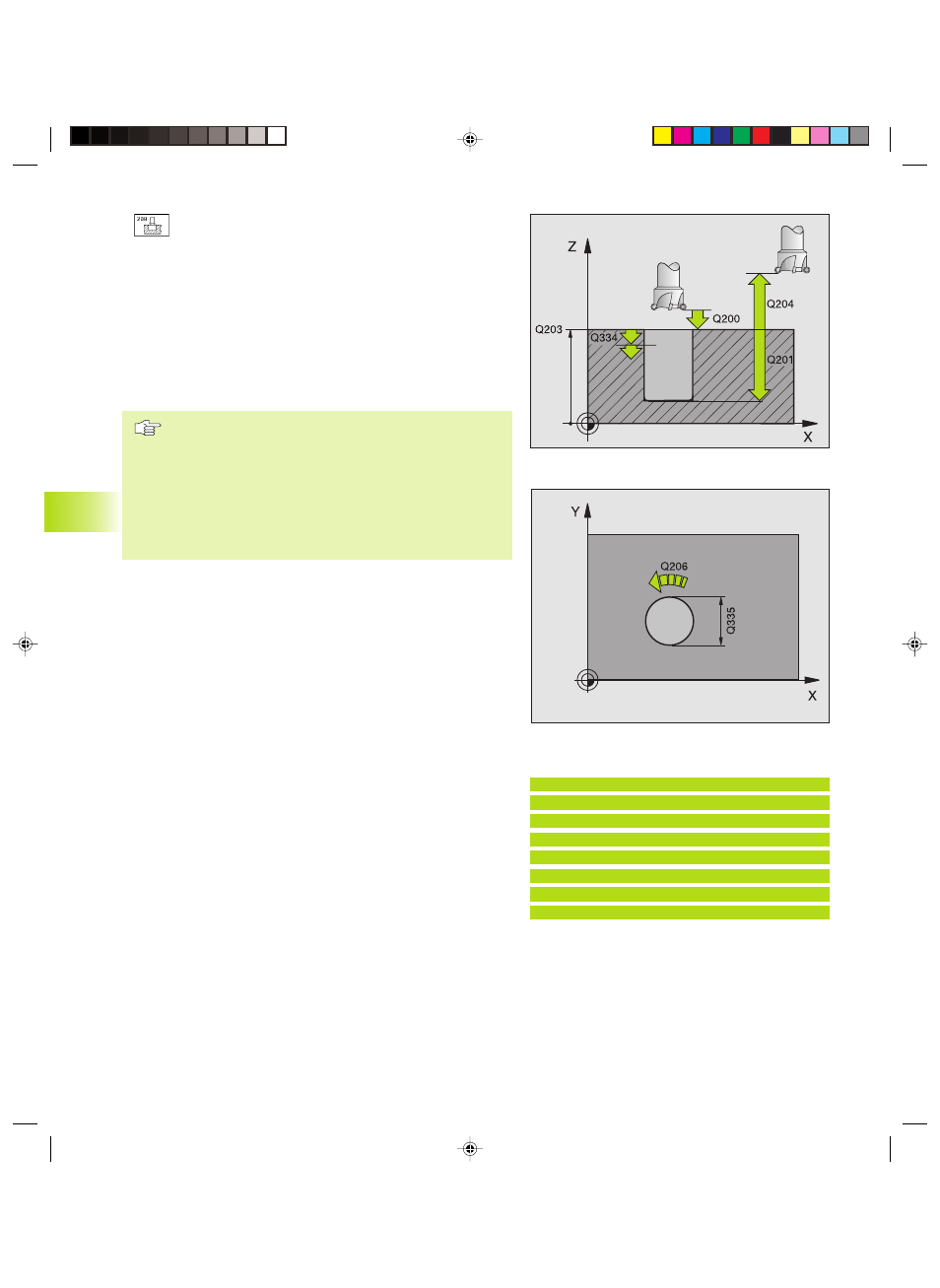
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy doln kraw dzi narz dzia i powierzchni
obrabianego przedmiotu
ú
Gł bokość Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i dnem
wiercenia
ú
Posuw dosuwu na gł bokość Q206: pr dkość
przemieszczania narz dzia przy wierceniu na linii
śrubowej w mm/min
ú
Dosuw na lini śrubow Q334 (przyrostowo): wymiar,
o jaki narz dzie zostaje każdorazowo dosuni te na
linii śrubowej (=360°).
Prosz zwrócić uwag , że narz dzie przy zbyt dużym
dosuwie zarówno samo si uszkodzi jak i obrabiany
przedmiot.
Aby unikn ć wprowadzenia zbyt dużych dosuwów,
prosz wprowadzić w tabeli narz dzi, w kolumnie
ANGLE, maksymalny możliwy k t zagł bienia narz dzia
(patrz ”5.2 Dane o narz dziach). TNC oblicza wtedy
automatycznie maksymalnie dopuszczalny dosuw i
zmienia w razie potrzeby wprowadzon wartość.
ú
Współ. powierzchni obrabianego przedmiotu Q203
(przyrostowo): współrz dna powierzchni obrabianego
przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
Zadana średnica Q335 (bezwzgl dna): średnica
odwiertu. Jeśli zostanie wprowadzona zadana
średnica równa średnicy narz dzia, to TNC wierci
bez interpolacji linii śrubowej, bezpośrednio na
zadan gł bokość.
NC bloki przykładowe:
12 CYKL DEF 208 FREZOWANIE OTW.
Q200=2
;BEZP. WYSOKOŚĆ
Q201= 80
;GŁ BOKOŚĆ
Q206=150
;POSUW DOSUWU NA GŁ B.
Q334=1.5
;GŁ BOKOŚĆ DOSUWU
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZP. WYSOKOŚĆ
Q335=25
;ZADANA ŚREDNICA
Kkap8.pm6
27.06.2006, 14:22
174