7 cykle dla przeliczania współrzdnych – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 267
251
HEIDENHAIN TNC 426, TNC 430
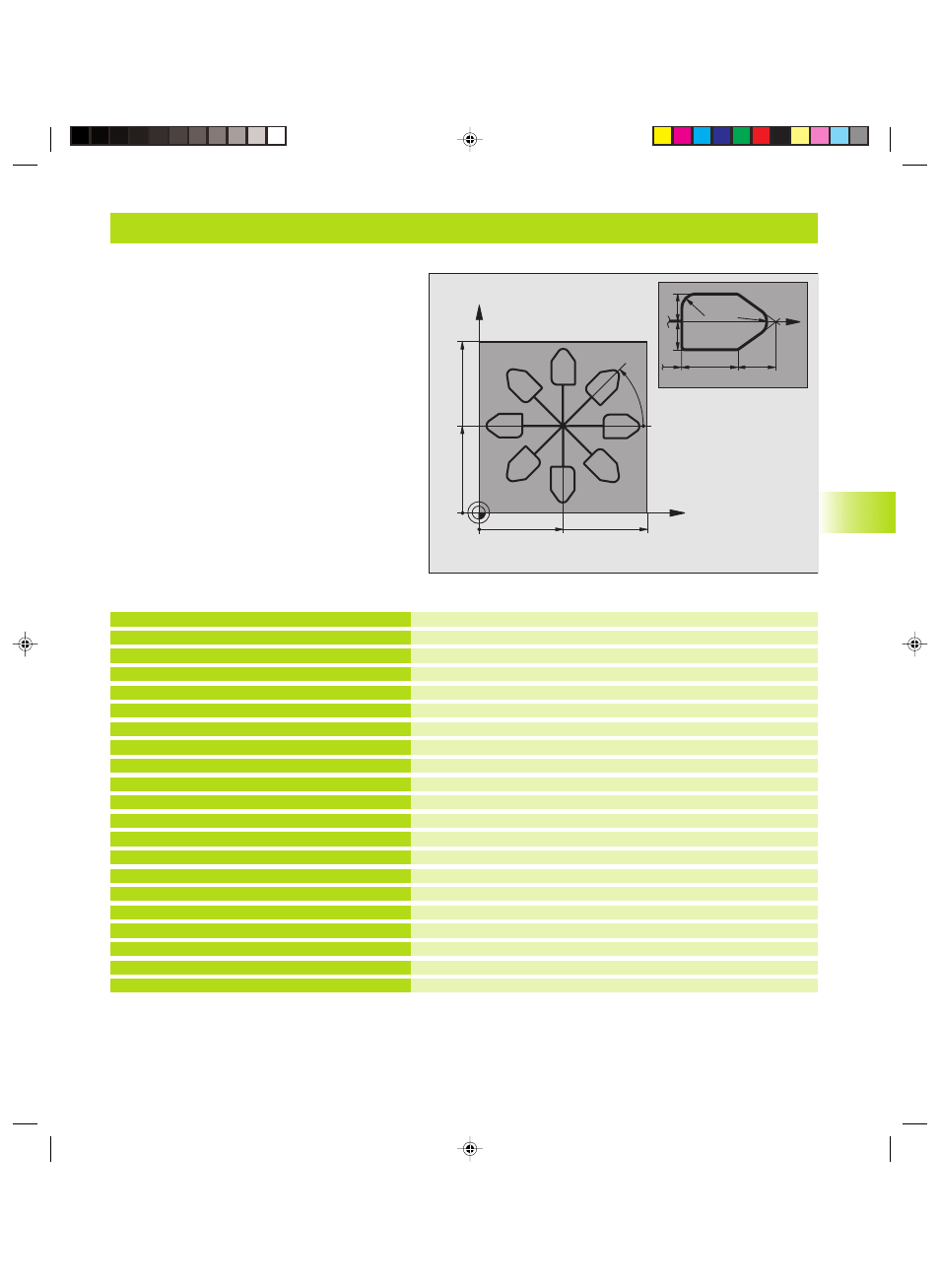
Przykład: cykle przeliczania współrz dnych
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić narz dzie
Przesuni cie punktu zerowego do centrum
Wywołać obróbk frezowaniem
Postawić znacznik dla powtórzenia cz ści programu
Obrót o 45° przyrostowo
Wywołać obróbk frezowaniem
Odskok do LBL 10; ł cznie sześć razy
Obrót wycofać
Przesuni cie punktu zerowego wycofać
Przemieścić narz dzie, koniec programu
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYKL DEF 7.0 PUNKT ZEROWY
7 CYKL DEF 7.1 X+65
8 CYKL DEF 7.2 Y+65
9 CALL LBL 1
10 LBL 10
11 CYKL DEF 10.0 OBRÓT
12 CYCL DEF 10.1 IOBR+45
13 CALL LBL 1
14 CALL LBL 10 REP 6/6
15 CYKL DEF 10.0 OBRÓT
16 CYKL DEF 10.1 OBR+0
17 CYKL DEF 7.0 PUNKT ZEROWY
18 CYKL DEF 7.1 X+0
19 CYKL DEF 7.2 Y+0
20 L Z+250 R0 F MAX M2
Przebieg programu
■
Przeliczenia współrz dnych w programie
głównym
■
Obróbka w podprogramie 1 (patrz
”9 Programowanie: podprogramy i
powtórzenia cz ści programu”)
8.7 Cykle dla przeliczania współrzdnych
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
Kkap8.pm6
27.06.2006, 14:22
251