5 slcykle – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 232
8 Programowanie: Cykle
216
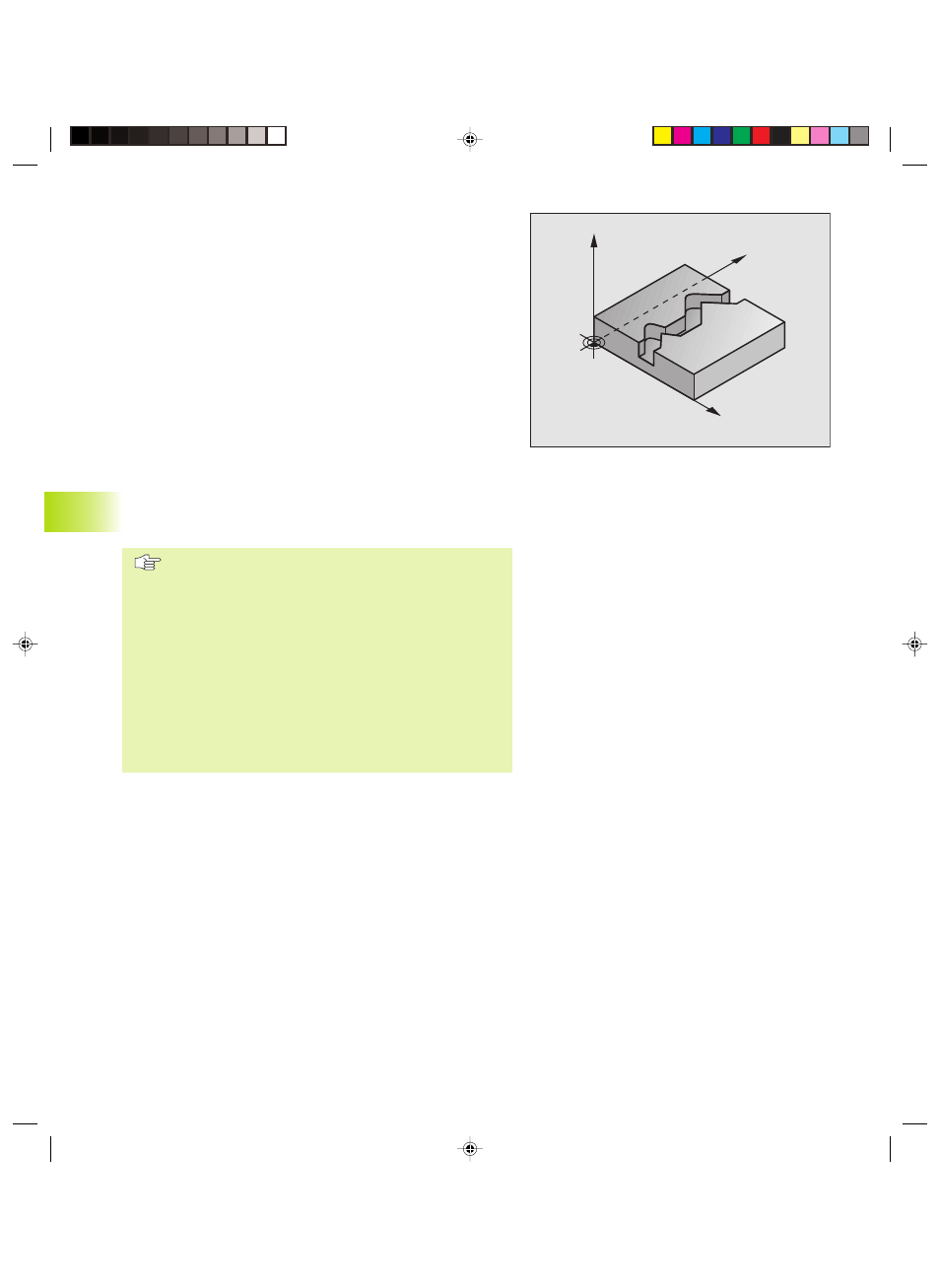
CI G KONTURU KONTUR ”OTWARTY” (cykl 25)
Przy pomocy tego cyklu można razem z cyklem 14 KONTUR
obrabiać ”otwarte” kontury: pocz tek i koniec konturu nie
wypadaj w jednym punkcie.
Cykl 25 CI G KONTURU wykazuje w porównaniu do obróbki
otwartego konturu z blokami pozycjonowania znaczne zalety:
■
TNC nadzoruje obróbk na ścinki i uszkodzenia konturu.
Sprawdzić kontur przy pomocy grafiki testowej
■
Jeśli promień narz dzia jest za duży, to kontur musi zostać
ewentualnie wtórnie obrobiony na narożach wewn trznych
■
Obróbk można wykonywać na całej długości ruchem
współbieżnym lub przeciwbieżnym. Rodzaj frezowania
pozostanie nawet zachowany, jeśli nast pi odbicie lustrzane
konturów
■
Przy kilku dosuni ciach TNC może przesuwać narz dzie tam i z
powrotem: w ten sposób zmniejsza si czas obróbki
■
Można także wprowadzić wartości naddatków, aby w kilku
przejściach roboczych dokonywać obróbki zgrubnej i
wykańczaj cej
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru Gł bokość określa kierunek
pracy.
TNC uwzgl dnia tylko pierwszy znacznik z cyklu 14
KONTUR.
Pami ć dla SL cyklu jest ograniczona. W jednym SL
cyklu można zaprogramować np. maksymalnie 128
bloków prostych.
Cykl 20 DANE KONTURU nie jest potrzebny.
Programowane bezpośrednio po cyklu 25 pozycje w
postaci łańcucha wymiarowego odnosz si do pozycji
narz dzia na końcu cyklu.
Y
X
Z
8.5 SLcykle
Kkap8.pm6
27.06.2006, 14:22
216