5 funkcje dodatkowe dla osi obr otowych – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 171
155
HEIDENHAIN TNC 426, TNC 430
Zachować pozycj ostrza narz dzia przy
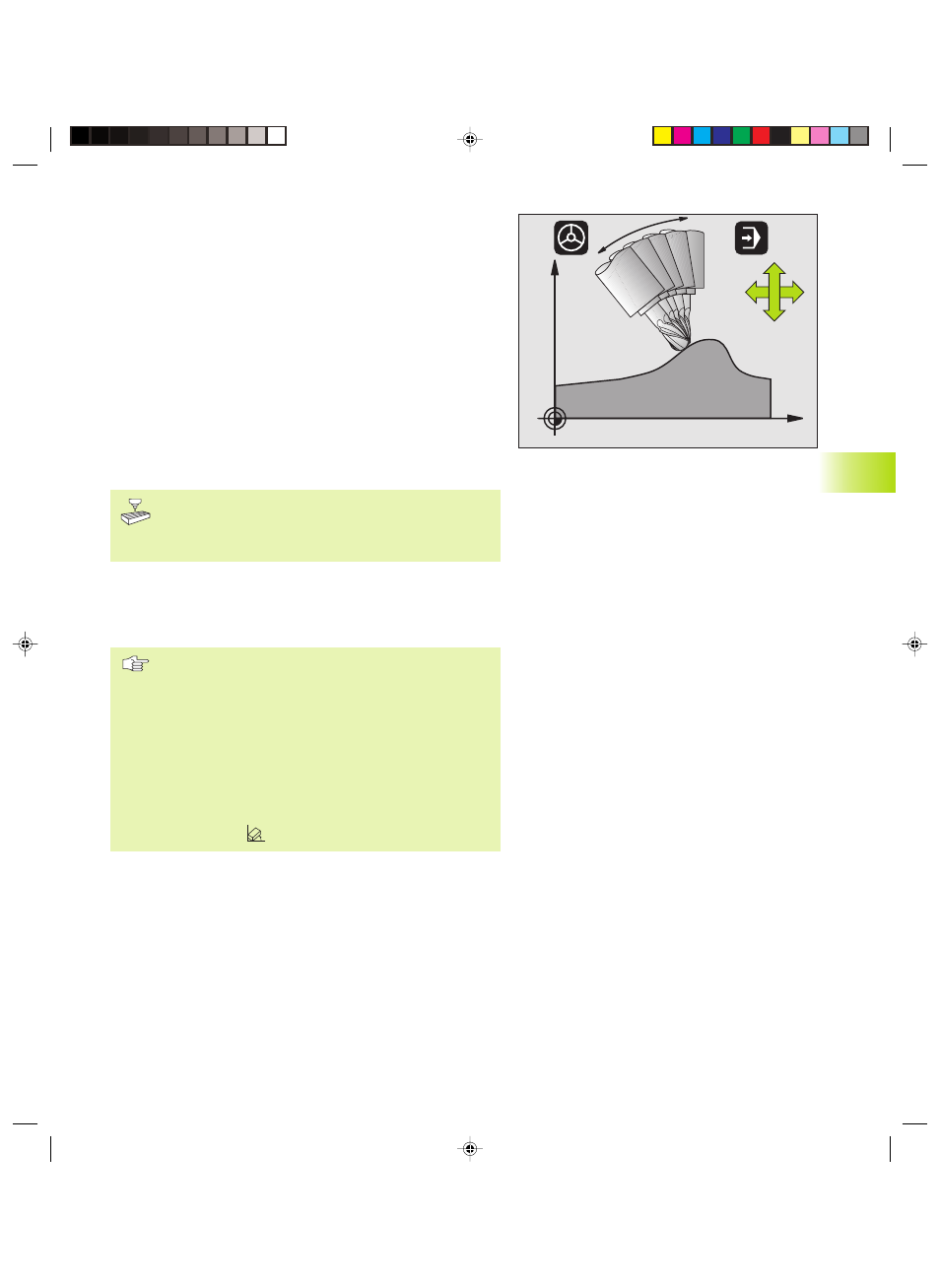
pozycjonowaniu osi wahań (TCPM*): M128
Post powanie standardowe
TNC przemieszcza narz dzie na określone w programie obróbki
pozycje. Jeśli zmienia si w programie pozycja osi wahań, to
powstałe na skutek tego przesuni cie w osiach liniowych musi
zostać obliczone i jednym krokiem pozycjonowania przesuni te
(patrz rysunek po lewej stronie przy M114).
Post powanie z M128
Jeśli zmienia si w programie pozycja sterowanej osi wahań, to
pozycja ostrza narz dzia w odniesieniu od obrabianego
przedmiotu pozostaje niezmieniona w czasie odchylania.
Prosz używać M128 w poł czeniu z M118, jeśli chcemy w czasie
przebiegu programu zmienić pozycj osi wahań przy pomocy
elektronicznego kółka r cznego. Superpozycja pozycjonowania
przy pomocy kółka r cznego nast puje przy aktywnej M128 w
stałym układzie współrz dnych maszyny.
W przypadku osi wahań z Hirth uz bieniem: zmieniać
położenie osi wahań dopiero kiedy odsuni to narz dzie
od materiału. W przeciwnym wypadku mog powstać
uszkodzenia konturu wskutek wysuni cia z uz bienia.
Po M128 można wprowadzić jeszcze posuw, z którym TNC wykona
przemieszczenia kompensacyjne w osiach liniowych. Jeżeli nie
zostanie wprowadzony posuw lub b dzie on wi kszy niż określono
go w parametrze maszynowym 7471, zadziała posuw z parametru
maszynowego 7471.
Przed pozycjonowaniem przy pomocy M91 lub M92 i
przed TOOL CALL: M128 wycofać.
Aby unikn ć uszkodzeń konturu należy przy pomocy
M128 używać tylko freza kształtowego.
Długość narz dzia musi odnosić si do środka kulki
freza kształtowego.
TNC nie odchyla aktywnej korekcji promienia narz dzia.
Wskutek tego powstaje bł d, który zależy od położenia
k towego osi obrotu.
Jeśli M128 jest aktywna, TNC pokazuje w wyświetlaczu
stanu symbol:
*) TCPM = Tool Center Point Management
X
Z
B
Z
X
7.5 Funkcje dodatkowe dla osi obr
otowych
Hkap7.pm6
27.06.2006, 14:22
155