11 przykłady pr ogramowania – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 313
HEIDENHAIN TNC 426, TNC 430
297
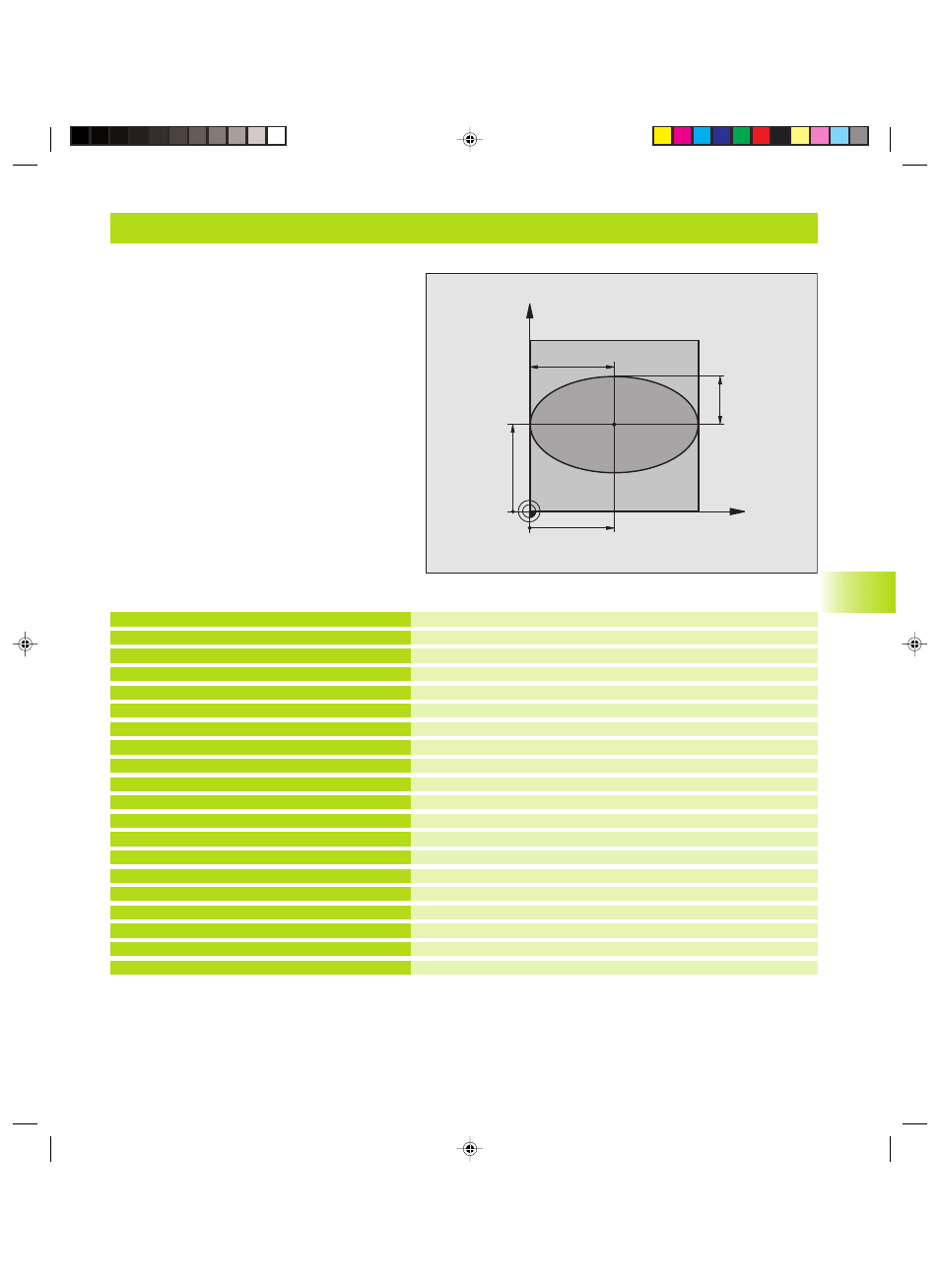
Przykład: elipsa
10.11 Przykłady pr
ogramowania
Przykład: elipsa
Środek osi X
Środek osi Y
Półoś X
Półoś Y
K t startu na płaszczyźnie
K t końcowy na płaszczyźnie
Liczba kroków obliczenia
Położenie elipsy przy obrocie
Gł bokość frezowania
Posuw przy najeździe na gł bokość
Posuw frezowania
Odst p bezpieczeństwa dla pozycjonowania wst pnego
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić narz dzie
Wywołać obróbk
Przemieścić narz dzie, koniec programu
0 BEGIN PGM ELIPSA MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +50
3 FN 0: Q3 = +50
4 FN 0: Q4 = +30
5 FN 0: Q5 = +0
6 FN 0: Q6 = +360
7 FN 0: Q7 = +40
8 FN 0: Q8 = +0
9 FN 0: Q9 = +5
10 FN 0: Q10 = +100
11 FN 0: Q11 = +350
12 FN 0: Q12 = +2
13 BLK FORM 0.1 Z X+0 Y+0 Z 20
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+2,5
16 TOOL CALL 1 Z S4000
17 L Z+250 R0 F MAX
18 CALL LBL 10
19 L Z+100 R0 F MAX M2
Przebieg programu
■
Kontur elipsy zostaje przybliżony przy pomocy
wielu niewielkich prostych odcinków
(definiowany przez Q7) Im wi cej kroków
obliczeniowych zdefiniowano tym
dokładniejszy i gładszy b dzie kontur
■
Kierunek frezowania określa si przez k t startu
i k t końcowy na płaszczyźnie:
Kierunke obróbki zgodnie z ruchem wskazówek
zegara
k t startu > k t końcowy
Kierunek obróbki w kierunku przeciwnym do
ruchu wskazówek zegara:
k t startu < k t końcowy
■
Promień narz dzia nie zostaje uwzgl dniony
X
Y
50
50
30
50
Mkap10.pm6
27.06.2006, 14:22
297