4 t rójwymiar owa kor ekcja narzdzi – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 107
91
HEIDENHAIN TNC 426, TNC 430
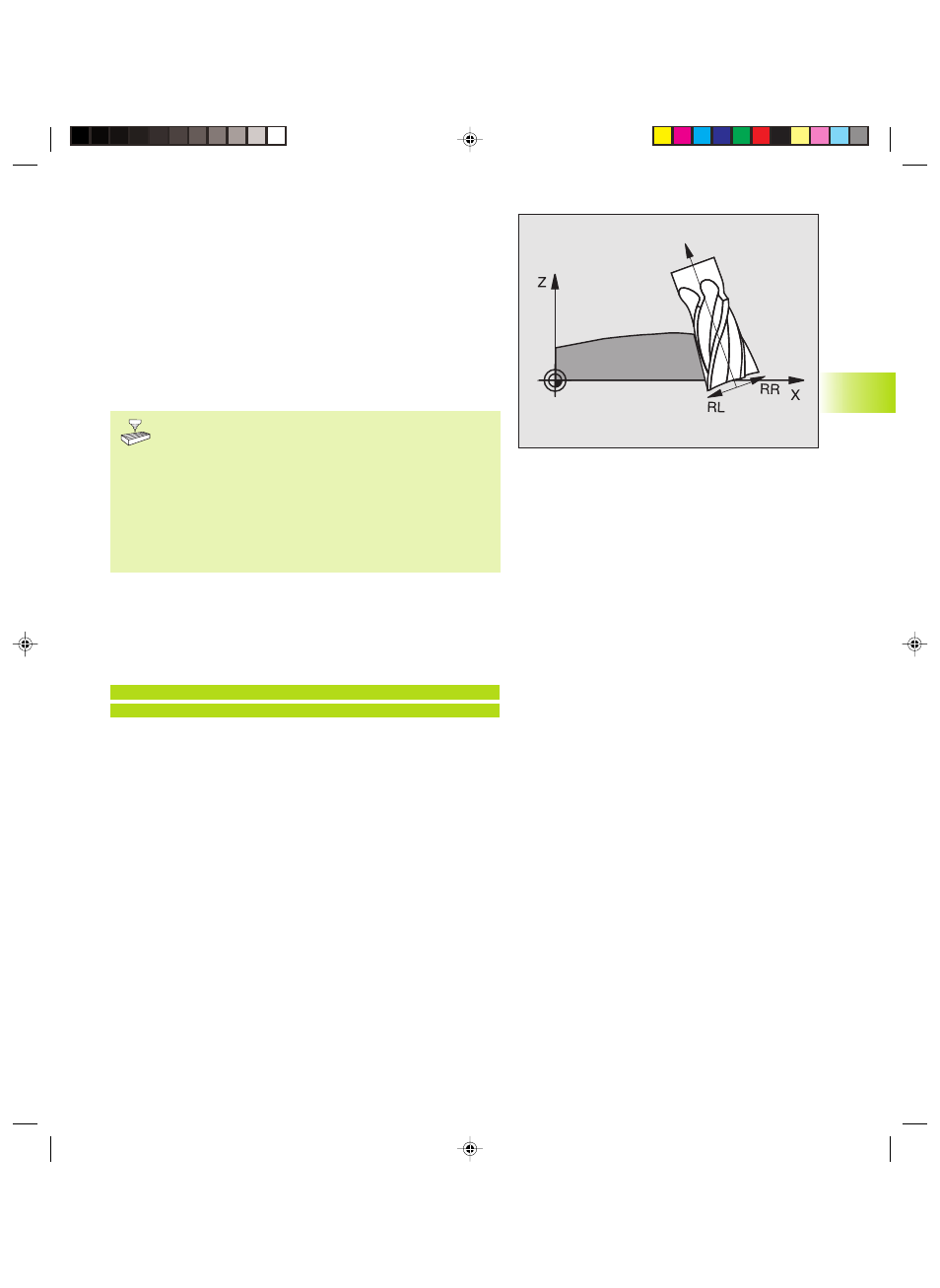
Peripheral Milling: 3D korekcja promienia z
ustawieniem narz dzia
TNC przesuwa narz dzie prostopadle do kierunku ruchu i
prostopadle do kierunku narz dzia o wartość równ sumie
wartości delta DR (tabela narz dzi i TOOL CALL). Kierunek korekcji
określa si przy pomocy korekcji promienia RL/RR (patrz rysunek
po prawej stronie u góry, kierunek ruchu Y+). Ażeby TNC mogła
osi gn ć zadane ustawienie narz dzia, należy uaktywnić funkcj
M128 (patrz ”7.5 Funkcje dodatkowe dla osi obrotowych”). TNC
pozycjonuje nast pnie osie obrotu maszyny automatycznie w taki
sposób, że narz dzie osi ga zadane ustawienie z aktywn
korekcj .
TNC nie może na wszystkich maszynach pozycjonować
automatycznie osie obrotu. Prosz zwrócić uwag na
informacje zawarte w podr czniku obsługi maszyny.
Niebezpieczeństwo kolizji!
W przypadku maszyn, których osie obrotu pozwalaj
tylko na ograniczony odcinek przemieszczenia, mog
wyst pić przy automatycznym pozycjonowaniu
przesuni cia, wymagaj ce na przykład obrotu stołu o
180°. Prosz uważać na niebezpieczeństwo kolizji
głowicy z obrabianym przedmiotem lub mocowadłami.
Ustawienie narz dzia można definiować dwoma sposobami:
■
W LN bloku przez podanie komponentów TX, TY i TZ
■
W L bloku przez podanie współrz dnych osi obrotu
Format bloku z ustawieniem narz dzia
LN
X+31,737 Y+21,954 Z+33,165
TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000 M128
LN
Prosta z 3D korekcj
X, Y, Z
Skorygowane współrz dne punktu końcowego
prostej
TX, TY, TZ
Komponenty znormowanego wektora dla ustawienia
narz dzia
F
Posuw
M
Funkcja dodatkowa
5.4 T
rójwymiar
owa kor
ekcja narzdzi
Fkap5.pm6
27.06.2006, 14:22
91