5 slcykle – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 231
215
HEIDENHAIN TNC 426, TNC 430
X
Z
Q11
Q12
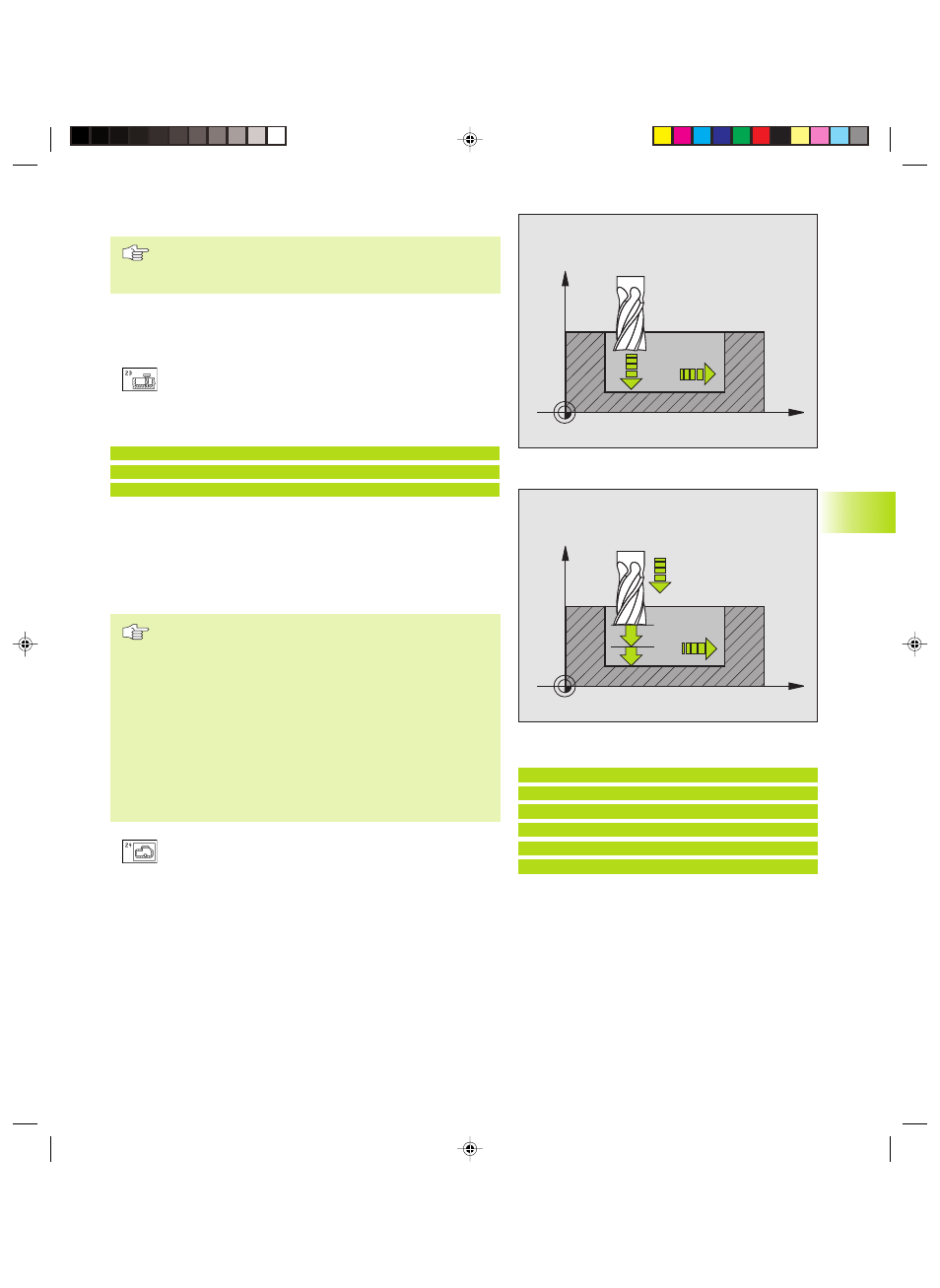
OBRÓBKA NA GOT.DNA (cykl 23)
TNC samo ustala punkt startu dla obróbki
wykańczaj cej. Punkt startu zależy od ilości miejsca w
wybraniu.
TNC przemieszcza narz dzie delikatnie (pionowe koło styczne) do
obrabianej powierzchni. Nast pnie pozostały po rozwiercaniu
naddatek dla obróbki wykańczaj cej zostaje zdj ty.
ú
Posuw dosuwu na gł bokość Q11: pr dkość
przemieszczenia narz dzia przy wci ciu w materiał
ú
Posuw rozwiercania Q12: posuw frezowania
NC bloki przykładowe:
60 CYKL DEF 23.0 FREZOW.NA GOT.DNA
Q11=100
;POSUW DOSUWU NA GŁ B.
Q12=350
;POSUW PRZY PRZECI GANIU
FREZOW.NA GOT. POWIERZCHNI BOCZNYCH
(cykl 24)
TNC przemieszcza narz dzie na torze kołowym stycznie do
konturu cz ściowego (wycinkowego). Każdy kontur cz ściowy
zostaje oddzielnie obrabiany na gotowo.
Prosz zwrócić uwag przed programowaniem
Suma naddatku obróbki na got. boku(Q14) i promienia
narz dzia obróbki na gotowo musi być mniejsza niż
suma naddatku obróbki na got. boku (Q3, cykl 20) i
promienia narz dzia przeci gania.
Jeśli odpracowuje si cykl 24 bez uprzedniego
rozwiercania przy pomocy cyklu 22, obowi zuje także
pokazane u góry obliczenie, promień rozwiertaka ma
wtedy wartość ”0”.
TNC samo ustala punkt startu dla obróbki
wykańczaj cej. Punkt startu zależy od ilości miejsca w
wybraniu.
ú
Kierunek obrotu ? Zgodnie z ruchem wskazówek
zegara = –1 Q9:
kierunek obróbki:
+1:Obrót w kierunku przeciwnym do ruchu
wskazówek zegara
–1:Obrót w kierunku RWZ
ú
Gł bokość dosuwu Q10 (przyrostowo): wymiar, o jaki
narz dzie zostaje każdorazowo dosuni te
ú
Posuw dosuwu na gł bokość Q11: posuw
pogł biania
X
Z
Q11
Q12
Q10
NC bloki przykładowe:
61 CYKL DEF 24.0 FREZOWANIE NA GOT. STRONY
Q9=+1
;KIERUNEK OBROTU
Q10=+5
;GŁ BOKOŚĆ DOSUWU
Q11=100
;POSUW DOSUWU NA GŁ B.
Q12=350
;POSUW PRZY PRZECI GANIU
Q14=+0
;NADDATEK NA BOKU
8.5 SLcykle
ú
Posuw rozwiercania Q12: posuw
frezowania
ú
Naddatek na obróbk na gotowo boku
Q14 (przyrostowo): naddatek na
kilkakrotn obróbk wykańczaj c ;
ostatnia warstwa materiału na
obróbk wykańczaj c zostanie
rozwiercona, jeśli zostanie
wprowadzony Q14 = 0
Kkap8.pm6
27.06.2006, 14:22
215