HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 166
7 Programowanie: Funkcje dodatkowe
150
Pr dkość posuwowa przy łukach koła:
M109/M110/M111
Post powanie standardowe
TNC odnosi programowan pr dkość posuwow do toru punktu
środkowego narz dzia.
Post powanie przy łukach koła z M109
TNC utrzymuje stały posuw ostrza narz dzia przy obróbce
wewn trz i na zewn trz łuków koła.
Post powanie przy łukach koła z M110
TNC utrzymuje stały posuw przy łukach koła wył cznie podczas
obróbki wewn trznej. Podczas obróbki zewn trznej łuków koła
nie działa dopasowanie posuwu.
M110 działa także przy obróbce wewn trznej łuków
kołowych przy pomocy cykli konturowych.
Działanie
M109 i M110 zadziałaj na pocz tku bloku.
M109 i M110 wycofuje si przy pomocy M111.
Obliczanie wst pne konturu ze skorygowanym
promieniem (LOOK AHEAD): M120
Post powanie standardowe
Jeśli promień narz dzia jest wi kszy niż stopień konturu, który
należy najeżdżać ze skorygowanym promieniem, to TNC przerywa
przebieg programu i wydaje komunikat o bł dach. M97 (patrz
”Obrabiać małe stopnie konturu: M97”) zapobiega pojawieniu si
komunikatu o bł dach, ale prowadzi do oznakowania ostrza po
wyjściu z materiału i przesuwa dodatkowo naroże.
Przy podcinaniach TNC uszkadza ewentualnie kontur.
Patrz rysunek z prawej strony.
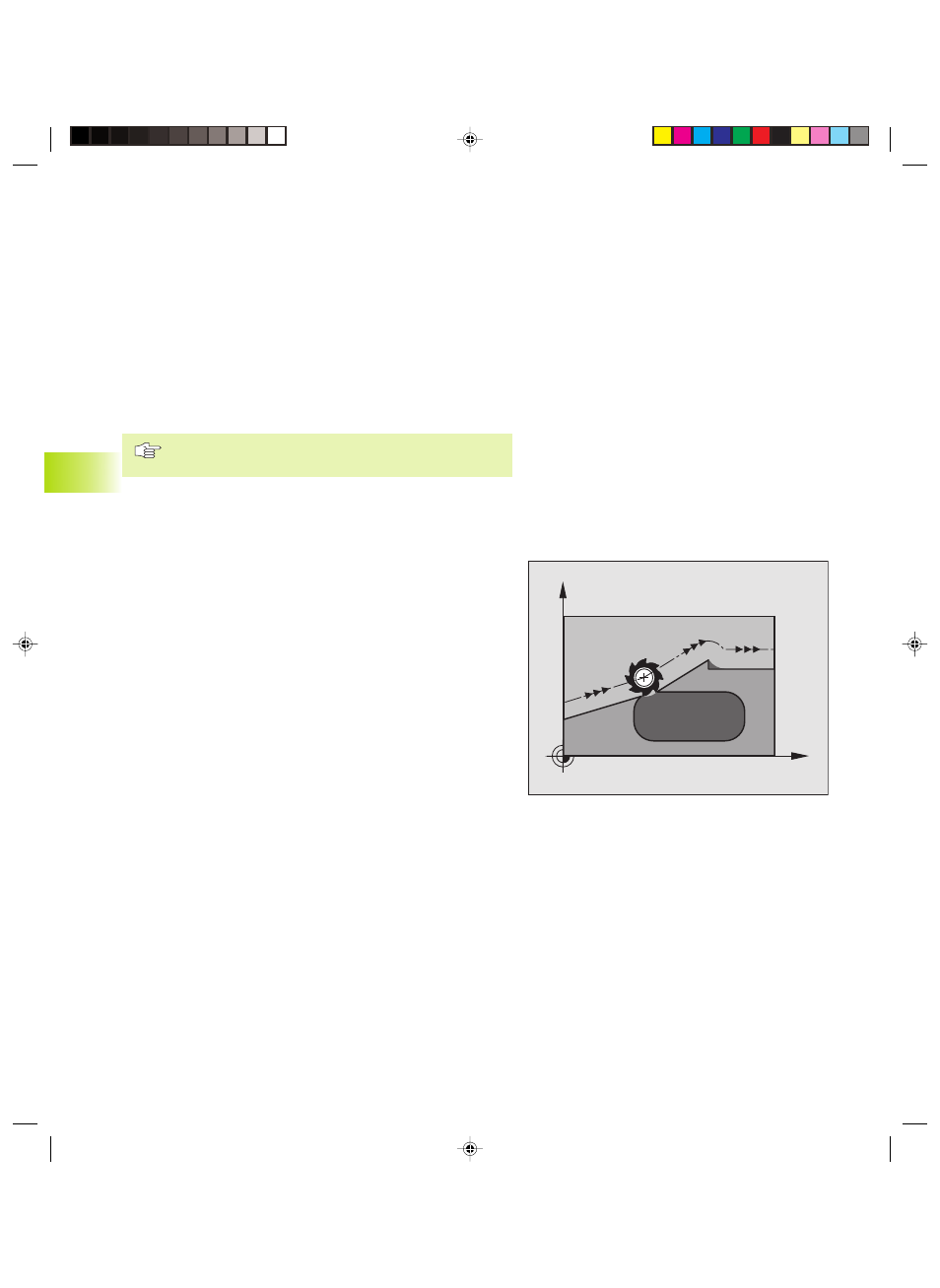
Post powanie z M120
TNC sprawdza kontur ze skorygowanym promieniem na podcinki i
przeci cia oraz oblicza wst pnie tor narz dzia od aktualnego
bloku. Miejsca, w których narz dzie uszkodziłoby kontur,
pozostaj nie obrobione (na rysunku po prawej stronie
przedstawione w ciemnym tonie). Można M120 także używać, aby
dane digitalizacji lub dane, które zostały wytworzone przez
zewn trzny system programowania, uzupełnić wartościami
korekcji promienia narz dzia. W ten sposób odchylenia od
teoretycznego promienia narz dzia mog zostać
skompensowane.
Liczb bloków (maksymalnie 99) , które TNC oblicza wst pnie,
określa si przy pomocy LA (angl. Look Ahead: patrz do przodu) za
M120. Im wi ksza liczba bloków, któr ma obliczyć wst pnie TNC,
tym wolniejsze b dzie opracowywanie bloków.
X
Y
7.4 Funkcje dodatkowe dla zachowania si narzdzi na torze kształtowym
Hkap7.pm6
27.06.2006, 14:22
150