HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 128
112
6 Programowanie: Programowanie konturów
CC
Z
Y
X
X
CC
Y
CC
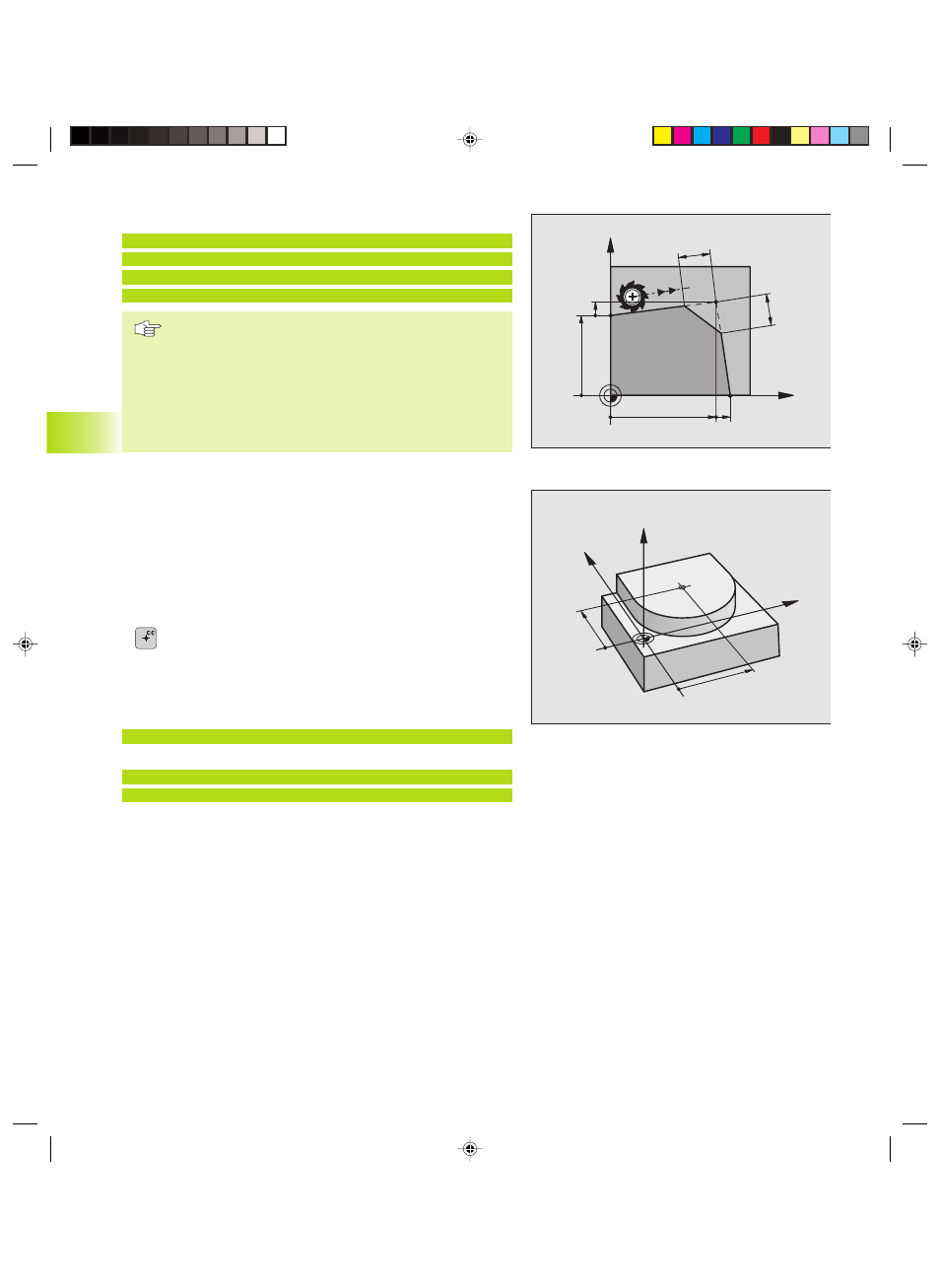
NC bloki przykładowe
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12 F250
10 L IX+5 Y+0
Nie rozpoczynać konturu CHF blokiem.
Fazka zostaje wykonana tylko na płaszczyźnie obróbki.
Zaprogramowany w CHF bloku posuw działa tylko w
tym CHF bloku. Potem obowi zuje posuw
zaprogramowany przed CHF blokiem.
Narz dzie nie zostaje dosuni te do punktu narożnego,
odci tego wraz z fazk .
Punkt środkowy koła CC
Punkt środkowy koła określa si dla torów kołowych, które
programowane s przyciskiem C (tor kołowy C). W tym celu
■
prosz wprowadzić współrz dne prostok tne punktu
środkowego koła lub
■
prosz przej ć ostatnio zaprogramowan pozycj lub
■
Przej cie współrz dnych klawiszem ”Przej ć pozycj
rzeczywist ”
ú
Współrz dne CC: Wprowadzić współrz dne punktu
środkowego koła lub
Aby przej ć ostatnio zaprogramowan pozycj : nie
wprowadzać współrz dnych
NC bloki przykładowe
5 CC X+25 Y+25
lub
10 L X+25 Y+25
11 CC
Wiersze 10 i 11 programu nie odnosz si do rysunku.
Okres obowi zywania
Punkt środkowy koła pozostaje tak długo określonym, aż zostanie
zaprogramowany nowy punkt środkowy koła. Punkt środkowy koła
można wyznaczyć także dla osi dodatkowych U, V i W.
Wprowadzić punkt środkowy koła przy pomocy wartości
inkrementalnych (przyrostowych)
Wprowadzona inkrementalnie współrz dna dla punktu
środkowego koła odnosi si zawsze do ostatnio zaprogramowanej
pozycji narz dzia.
X
Y
40
12
30
5
12
5
6.4 Przemieszczenia po konturze współrzdne pr
ostoktne
Gkap6.pm6
27.06.2006, 14:22
112