2 cykle wier cenia – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 185
169
HEIDENHAIN TNC 426, TNC 430
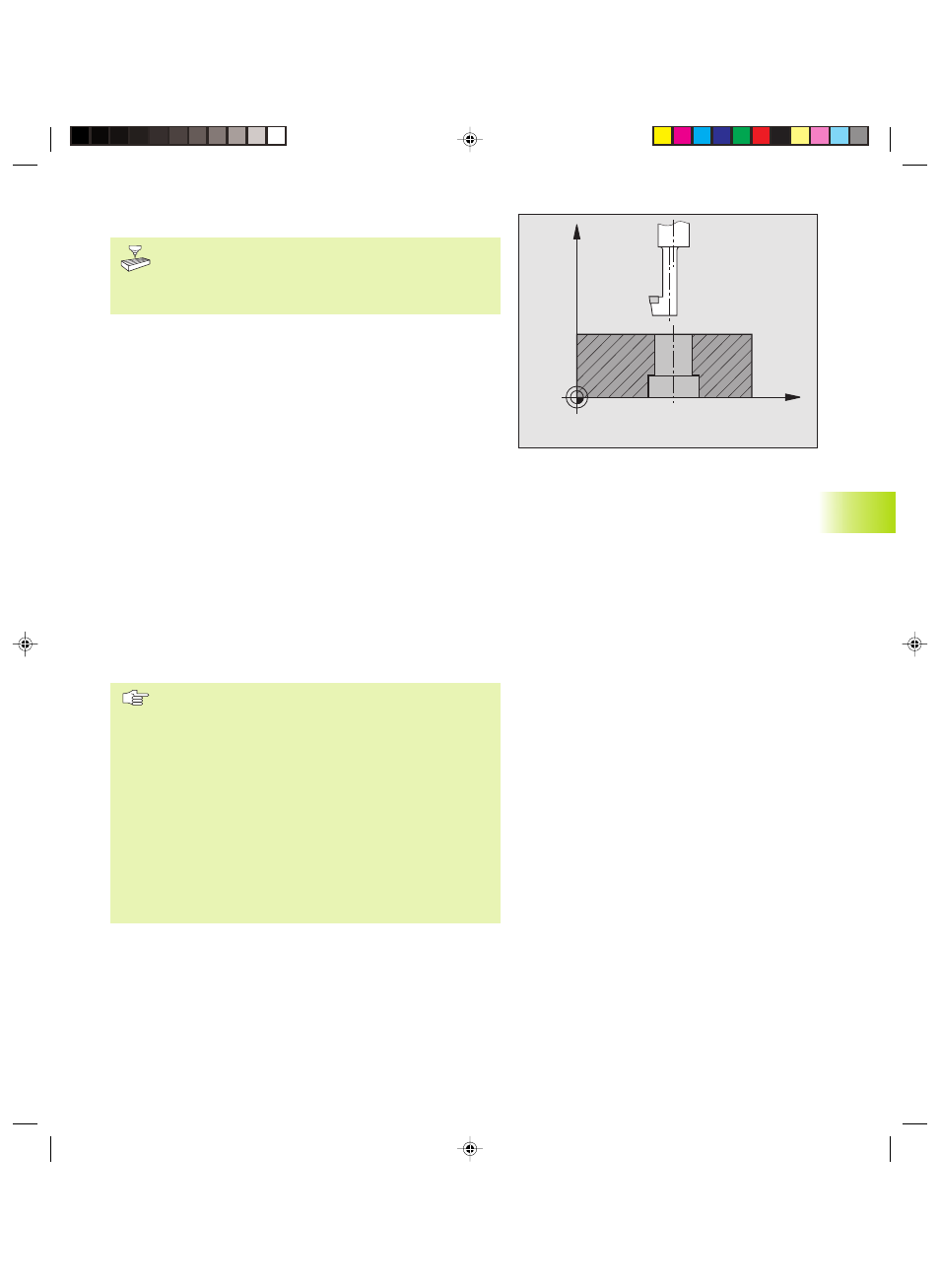
WSTECZNE POGŁ BIANIE (cykl 204)
Maszyna i TNC musz być przygotowane przez
producenta maszyn do wstecznego pogł biania.
Ten cykl pracuje tylko z tak zwanymi wytaczadłami
wstecznymi.
Przy pomocy tego cyklu wytwarza si pogł bienia, które znajduj
si na dolnej stronie obrabianego przedmiotu.
1 TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim
FMAX na bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2 Tam TNC przeprowadza orientacj wrzeciona na 0° pozycj i
przesuwa narz dzie o wymiar mimośrodu
3 Nast pnie narz dzie zagł bia si z posuwem pozycjonowania
wst pnego w rozwiercony wst pnie odwiert, aż ostrze znajdzie
si na bezpiecznej wysokości poniżej dolnej kraw dzi
obrabianego przedmiotu
4 TNC przemieszcza narz dzie znowu na środek odwiertu, wł cza
wrzeciono i w koniecznym przypadku chłodziwo i najeżdża z
posuwem pogł biania na wprowadzon gł bokość pogł bienia
5 Jeśli wprowadzono, narz dzie przebywa czasowo na dnie
pogł bienia i wyjeżdża nast pnie z odwiertu, przeprowadza
ustawienie wrzeciona i przesuwa je ponownie o wymiar
mimośrodu
6 Nast pnie TNc przesuwa narz dzie z posuwem pozycjonowania
wst pnego na drug bezpieczn wysokość i st d jeśli
wprowadzono z FMAX na 2 g bezpieczn wysokość.
Prosz uwzgl dnić przed rozpocz ciem
programowania
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia R0.
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy przy pogł bianiu. Uwaga: dodatni znak liczby
pogł bia w kierunku dodatniej osi wrzeciona.
Tak wprowadzić długość wrzeciona, że nie kraw dź
ostrza, lecz kraw dź dolna wytaczadła jest
wymiarowana.
TNC uwzgl dnia przy obliczaniu punktu startu
pogł bienia długość kraw dzi ostrza wytaczadła i
grubość materiału.
8.2 Cykle wier
cenia
X
Z
Kkap8.pm6
27.06.2006, 14:22
169