1 ogólne informacje o cyklach – HEIDENHAIN TNC 426 (280 474) Instrukcja Obsługi
Strona 176
8 Programowanie: Cykle
160
8.1 Ogólne informacje o cyklach
Powtarzaj ce si cz sto rodzaje obróbki, które obejmuj kilka
etapów obróbki, s wprowadzone do pami ci TNC w postaci cykli.
Także przeliczenia współrz dnych i niektóre funkcje specjalne s
oddane do dyspozycji w postaci cykli. Tabela po prawej stronie
pokazuje różne grupy cykli.
Cykle obróbki z numerami od 200 wzwyż używaj Q parametrów
jako parametrów przekazu. Parametry o tej samej funkcji, które
niezb dne s TNC w różnych cyklach, maj zawsze ten sam
numer: np. Q200 oznacza zawsze odst p bezpieczeństwa, Q202
zawsze gł bokość dosuwu itd.
Definiowanie cyklu przez Softkeys
ú
Pasek Softkey pokazuje różne grupy cykli
ú
Wybrać grup cyklu, np. cykle wiercenia
ú
Wybrać cykl, np. GŁ BOKIE WIERCENIE TNC otwiera
dialog i zapytuje o wszystkie wprowadzane dane,
jednocześnie TNC wyświetla na prawej połowie
ekranu grafik , w której maj cy być wprowadzonym
parametr zostaje jasno podświetlony
ú
Prosz wprowadzić ż dane przez TNC parametry
i prosz zakończyć każde wprowadzenie danych
przyciskiem ENT
ú
TNC zakończy dialog, kiedy zostan wprowadzone
wszystkie niezb dne dane
Definiowanie cyklu przy pomocy funkcji SKOK
ú
Pasek Softkey pokazuje różne grupy cykli
ú
TNC wyświetla w oknie przegl d cykli. Prosz wybrać
przy pomocy klawiszy ze strzałk ż dany cykl lub
wprowadzić numer cyklu i potwierdzić każdorazowo
klawiszem ENT. TNC otwiera dialog cyklu jak
uprzednio opisano
NC bloki przykładowe
CYKL DEF 1.0
WIERCENIE GŁ BOKIE
CYKL DEF 1.1
ODST 2
CYKL DEF 1.2
GŁ BOKOŚĆ 30
CYKL DEF 1.3
ZUSTLG 5
CYKL DEF 1.4
P.CZAS.1
CYKL DEF 1.5
F 150
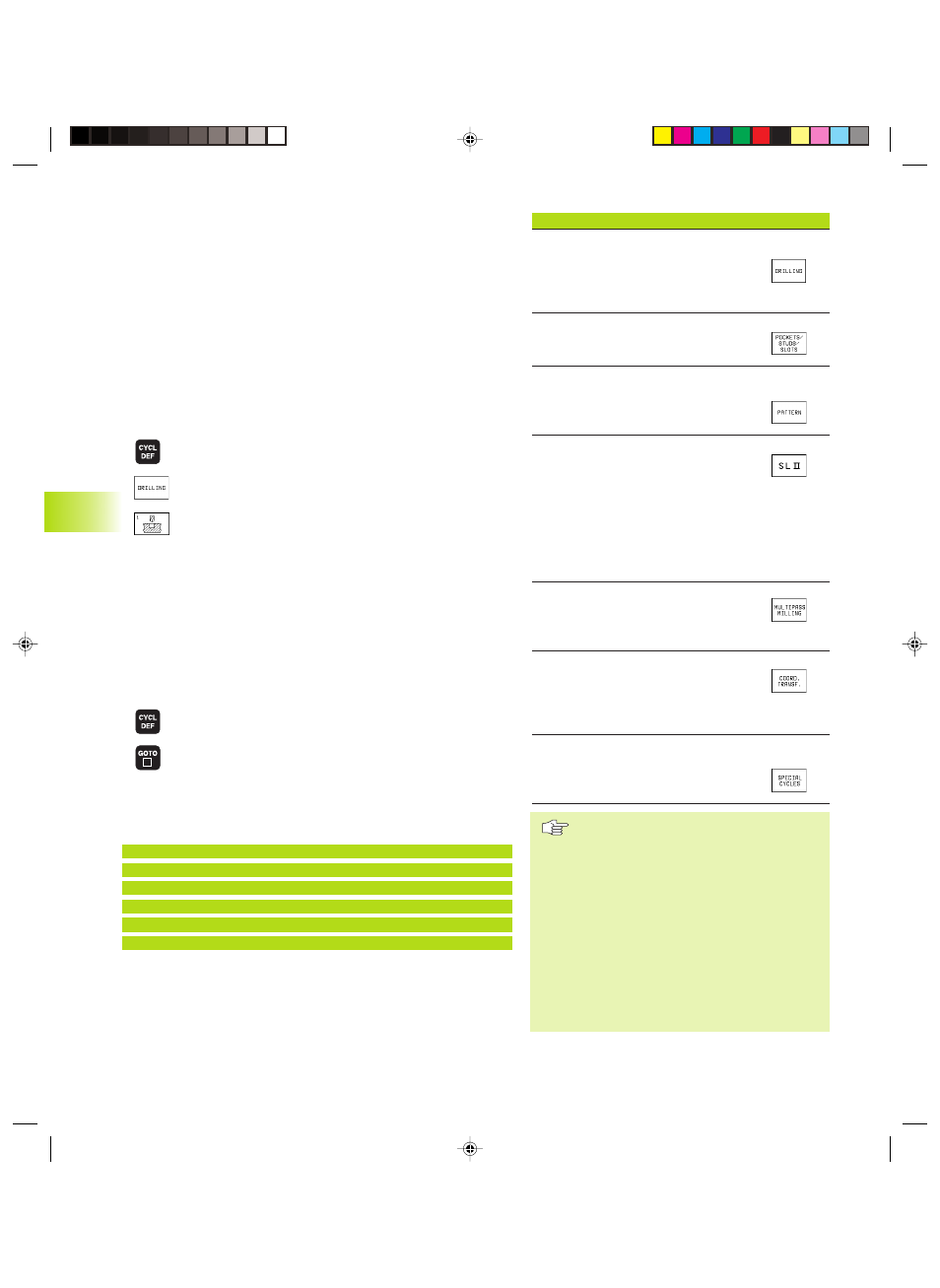
Grupa cykli
Softkey
Cykle dla wiercenia gł bokiego,
dokładnego rozwiercania otworu
wytaczania, pogł biania,
gwintowania otworów i nacinania gwintów
Cykle dla frezowania wybierań,
czopów i rowków wpustowych
Cykle dla wytwarzania wzorów
punktowych, np. koło osi wiercenia lub
powierzchnie z wierceniami!
SL cykle (Subcontur List/ lista
podkonturów), przy pomocy których
bardziej skomplikowane kontury
równolegle do konturu głównego
zostaj obrabiane, które składaj
si z kilku nakładaj cych si na siebie
cz ściowych konturów,interpolacja
powierzchni bocznej cylindra (osłony)
Cykle do frezowania metod
wierszowania równych lub
zwichrowanych w sobie powierzchni
Cykle dla przeliczania współrz dnych,
przy pomocy których dowolne kontury
zostaj przesuni te, obrócone, odbite
w lustrze powi kszone lub pomniejszone
Cykle specjalne Przerwa czasowa,
Wywołanie programu,
Orientacja wrzeciona, Tolerancja
8.1 Ogólne informacje o cyklach
Jeśli w przypadku cykli obróbki z
numerami powyżej 200 używa si
pośrednich przydziałów parametrów (np.
Q210 = Q1), zmiana przydzielonego
parametru (np. Q1) nie zadziała po
zdefiniowaniu cyklu. Prosz w takich
przypadkach zdefiniować bezpośrednio
parametr cyklu (np. Q210).
Aby móc wykonać cykle obróbki od 1 do
17 na starszych modelach TNC
sterowania konturowego, należy dla
odst pu bezpieczeństwa i dla
gł bokości dosuwu dodatkowo
zaprogramować ujemny znak liczby.
Kkap8.pm6
27.06.2006, 14:22
160