HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 83
70
6 Programowanie: Programowanie konturów
P
S
najechać bez korekcji promienia
P
A
z korekcj promienia RR, odst p P
H
do P
A
: LEN=15
Punkt końcowy pierwszy element konturu
Nast pny element konturu
X
Y
10
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
15
35
20
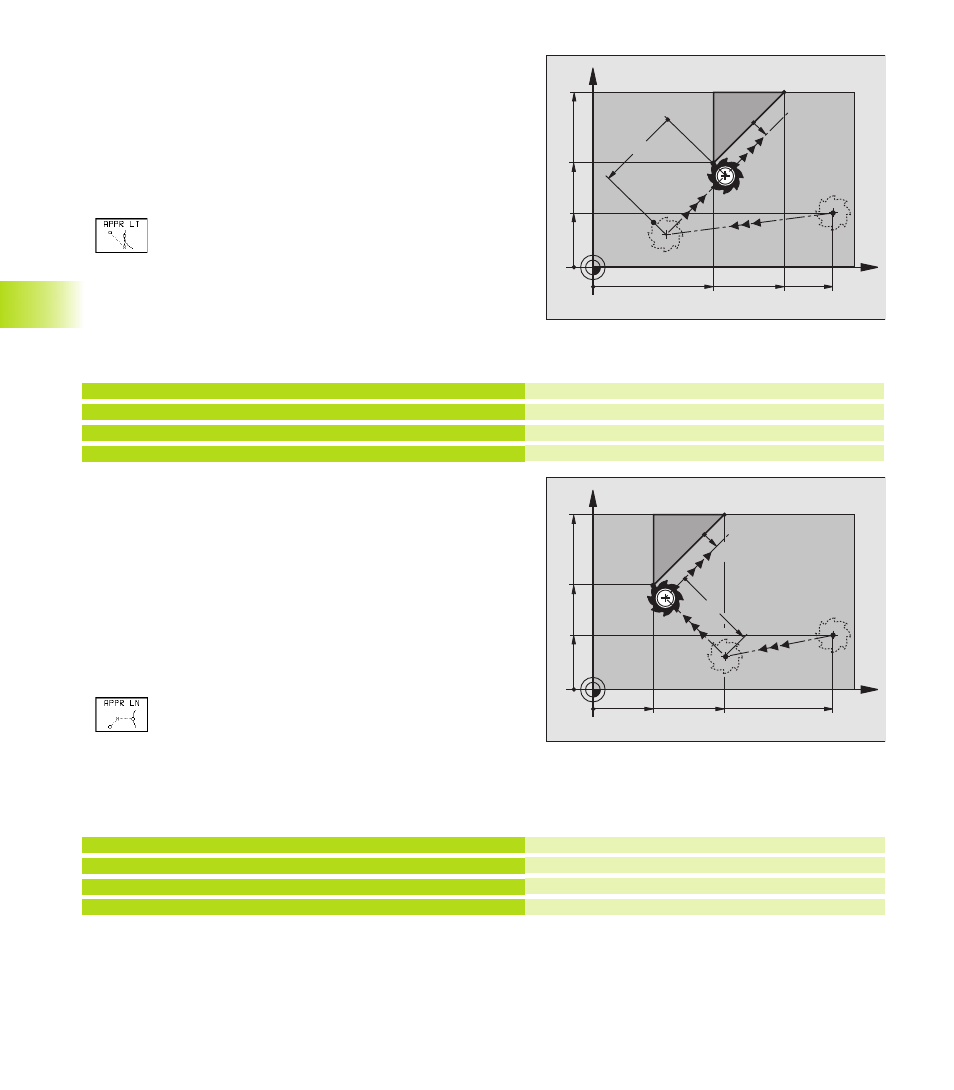
6.3 Dosunicie narzdzia do konturu i odsunicie od konturu
Dosuni cie narz dzia po prostej
z przył czeniem stycznym: APPR LT
TNC przemieszcza narz dzie po prostej od punktu startu P
S
do
punktu pomocniczego P
H
. Od niego dosuwa narz dzie do punktu
konturu P
A
stycznie po prostej. Punkt pomocniczy P
H
ma odst p
LEN od pierwszego punktu konturu P
A
.
ú
Dowolna funkcja toru kształtowego: dosun ć narz dzie do
punktu startu P
S
ú
Otworzyć dialog przyciskiem APPR/DEP i Softkey
APPR LT:
ú
Współrz dne pierwszego punktu konturu P
A
ú
LEN: Odst p pomi dzy punktem pomocniczym P
H
i
pierwszym punktem konturu P
A
ú
Korekcja promienia dla obróbki
NC bloki przykładowe
7 L X+40 Y+10 R0 FMAX M3
8 APPR LT X+20 Y+20 Z 10 LEN15 RR F100
9 L X+35 Y+35
10 L ...
Dosun ć narz dzie prostopadle do pierwszego
punktu konturu po prostej: APPR LN
TNC przemieszcza narz dzie po prostej od punktu startu P
S
do
punktu pomocniczego P
H
. Stamt d zostaje dosuni te narz dzie
do pierwszego punktu konturu P
A
po prostej prostopadle. Punkt
pomocniczy P
H
posiada odst p LEN + promień narz dzia od
pierwszego punktu konturu P
A
.
ú
Dowolna funkcja toru kształtowego: dosun ć narz dzie do
punktu startu P
S
ú
Otworzyć dialog przyciskiem APPR/DEP i Softkey APPR LN:
ú
Współrz dne pierwszego punktu konturu P
A
ú
Długość: odst p punktu pomocniczego P
H
od
pierwszego punktu konturu P
A
LEN wprowadzać zawsze z wartości dodatni !
ú
Korekcja promienia RR/RL dla obróbki
NC bloki przykładowe
7 L X+40 Y+10 R0 FMAX M3
8 APPR LN X+10 Y+20 Z 10 LEN+15 RR F100
9 L X+20 Y+35
10 L ...
P
S
najechać bez korekcji promienia
P
A
z korekcj promienia RR
Punkt końcowy pierwszy element konturu
Nast pny element konturu
X
Y
20
10
20
P
A
RR
P
S
R0
15
P
H
RR
RR
40
35
35