5 cykle dla wytwarzania szablonów punktowych – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 174
161
HEIDENHAIN TNC 410
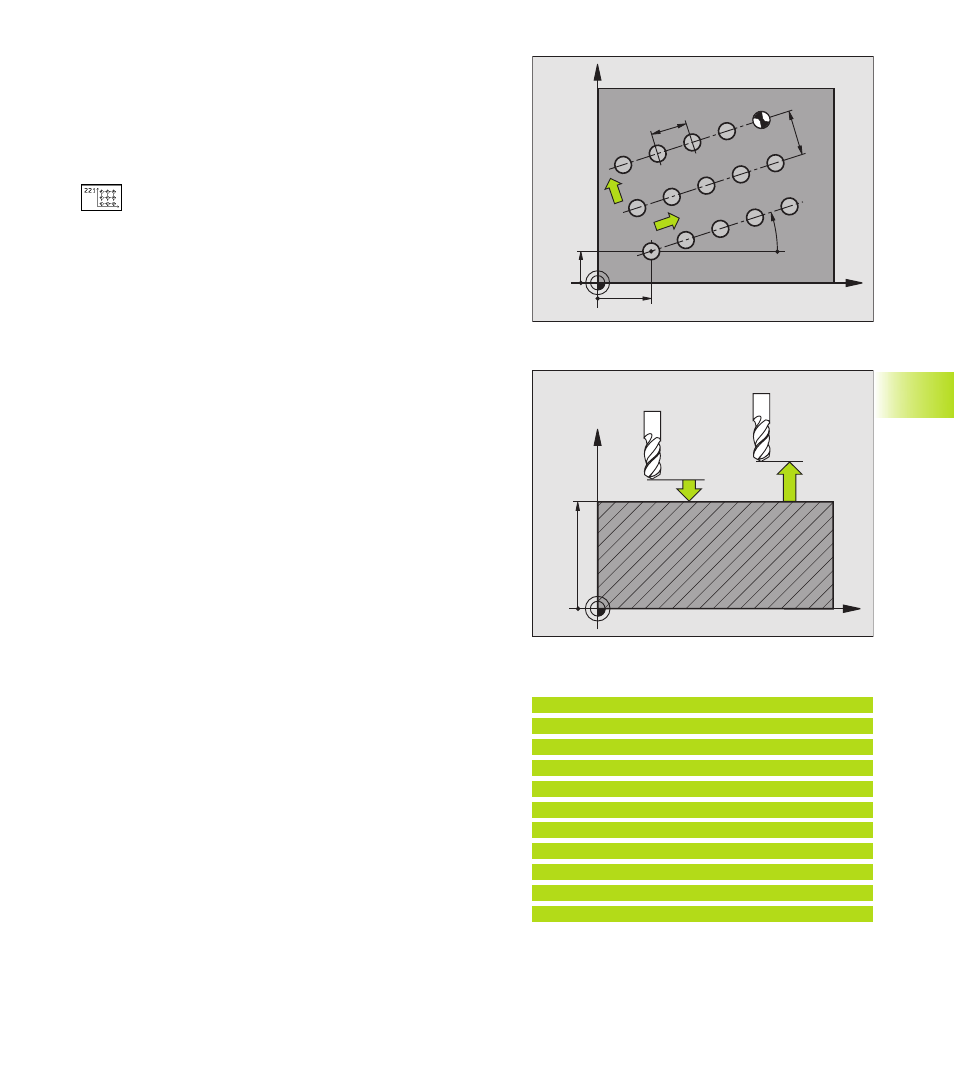
7 Ta operacja (6) powtarza si , aż wszystkie powtórzenia obróbki
drugiego wiersza zostan wykonane
8 Nast pnie TNC przemieszcza narz dzie do punktu startu
nast pnego wiersza
9 Ruchem wahadłowym zostaj odpracowane
wszystkie dalsze wiersze
ú
Punkt startu 1 szej osi Q225 (bezwzgl dna):
współrz dna punktu startu w osi głównej płaszczyzny
obróbki
ú
Punkt startu 2 giej osi Q226 (bezwzgl dna):
współrz dna punktu startu w osi pomocniczej
płaszczyzny obróbki
ú
Odst p 1 szej osi Q237 (przyrostowo): odst p
pojedyńczych punktów w wierszu
ú
Odst p 2 giej osi Q238 (przyrostowo): odst p
pojedyńczych wierszy mi dzy sob
ú
Liczba kolumn Q242: liczba operacji obróbkowych w
wierszu
ú
Liczba wierszy Q243: liczba wierszy
ú
K t obrotu Q224 (bezwzgl dny): k t, o jaki zostaje
obrócony cały rysunek układu; centrum obrotu leży w
punkcie startu
ú
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
Współ. powierzchni obrabianego przedmiotu Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, na której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
8.5 Cykle dla wytwarzania szablonów punktowych
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
NC bloki przykładowe
54 CYKL DEF 221 SZABLON LINIE
Q225=+15
;PUNKT STARTU 1 SZEJ OSI
Q226=+15
;PUNKT STARTU 2 GIEJ OSI
Q237=+10
;ODST P 1 SZEJ OSI
Q238=+8
;ODST P 2 GIEJ OSI
Q242=6
;LICZBA SZPALT
Q243=4
;LICZBA WIERSZY
Q224=+15
;POŁOŻENIE PRZY OBROCIE
Q200=2
;BEZP. WYSOKOŚĆ
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZP. WYSOKOŚĆ