10 przykłady pr ogramowania – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 239
10 Programowanie: Q parametry
226
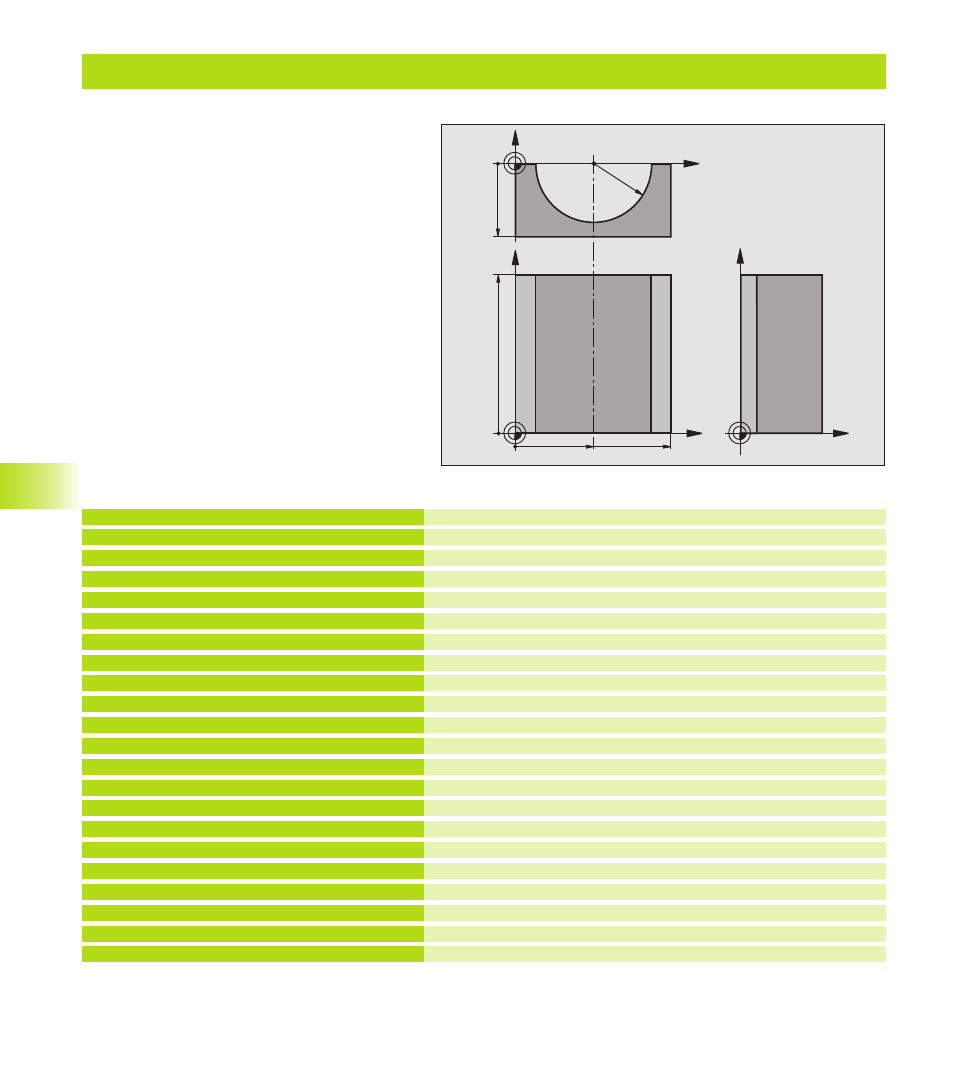
Przykład: cylinder wkl sły z frezem kształtowym
Przykład: cylinder wkl sły z frezem kształtowym
Środek osi X
Środek osi Y
Środek osi Z
K t startu przestrzeni (płaszczyzna Z/X)
K t końcowy przestrzeni (płaszczyzna Z/X)
Promień cylindra
Długość cylindra
Położenie przy obrocie na płaszczyźnie X/Y
Naddatek promienia cylindra
Posuw dosuwu na gł bokość
Posuw frezowania
Liczba przejść
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić narz dzie poza materiałem
Wywołać obróbk
Wycofać naddatek
Wywołać obróbk
Przemieścić narz dzie, koniec programu
0 BEGIN PGM CYLINDER MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +0
3 FN 0: Q3 = +0
4 FN 0: Q4 = +90
5 FN 0: Q5 = +270
6 FN 0: Q6 = +40
7 FN 0: Q7 = +100
8 FN 0: Q8 = +0
9 FN 0: Q10 = +5
10 FN 0: Q11 = +250
11 FN 0: Q12 = +400
12 FN 0: Q13 = +90
13 BLK FORM 0.1 Z X+0 Y+0 Z 50
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
16 TOOL CALL 1 Z S4000
17 L Z+250 R0 FMAX
18 CALL LBL 10
19 FN 0: Q10 = +0
20 CALL LBL 10
21 L Z+100 R0 FMAX M2
Przebieg programu
■
Program funkcjonuje tylko z użyciem freza
kształtowego
■
Kontur cylindra zostaje przybliżony przy pomocy
wielu niewielkich prostych odcinków
(definiowany przez Q13) Im wi cej przejść
zdefiniowano, tym gładszy b dzie kontur
■
Cylinder zostaje frezowany skrawaniem
wzdłużnym (tu: równolegle do Y osi)
■
Kierunek frezowania określa si przy pomocy
k ta startu i k ta końcowego w przestrzeni:
Kierunek obróbki zgodnie z ruchem wskazówek
zegara: k t startu > k t końcowy
Kierunek obróbki w kierunku przeciwnym do
ruchu wskazówek zegara: k t startu < k t
końcowy
■
Promień narz dzia zostaje skorygowany
automatycznie
■
Długość narz dzia odnosi si do centrum kuli
10.10 Przykłady pr
ogramowania
X
Y
50
100
100
Z
Y
X
Z
-50
R40