3 kor ekcja narzdzia – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 66
53
HEIDENHAIN TNC 410
Przy korekcji promienia zostaj uwzgl dnione wartości delta
zarówno z TOOL CALL zapisu jak i z tabeli narz dzi:
Wartość korekcji = R+ DR
TOOL CALL
+ DR
TAB
z
R
Promień narz dzia R z TOOL DEF zapisu lub tabeli
narz dzi
DR
TOOL CALL
Naddatatek DR dla promienia z TOOL CALL zapisu
(nie uwzgl dniany przez wyświetlacz położenia)
DR
TAB
Naddatek DR dla promienia z tabeli narz dzi
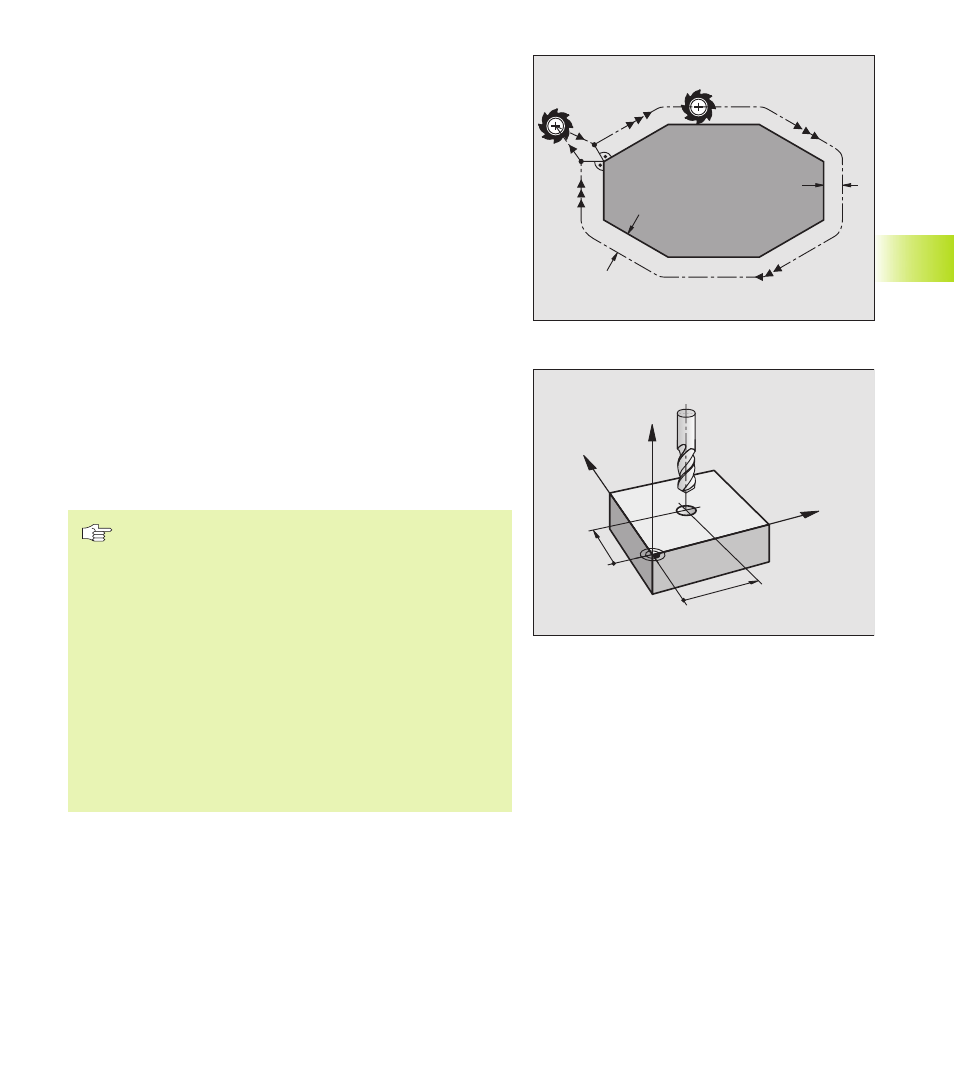
Ruchy kształtowe bez korekcji promienia: R0
Narz dzie przemieszcza na płaszczyźnie obróbki swój punkt
środkowy na zaprogramowanym torze kształtowym lub do punktów
o zaprogramowanych współrz dnych.
Zastosowanie: wiercenie, pozycjonowanie wst pne
patrz rysunek po prawej na środku.
Ruchy kształtowe z korekcj promienia: RR i RL
RR Narz dzie przemieszcza si na prawo od konturu
RL Narz dzie przemieszcza si na lewo od konturu
Punkt środkowy narz dzia leży w odległości równej promieniowi
narz dzia od zaprogramowanego konturu. „Na prawo” i „na lewo”
oznacza położenie narz dzia w kierunku przemieszczenia wzdłuż
konturu obrabianego przedmiotu. Patrz rysunki na nast pnej
stronie.
Mi dzy dwoma zapisami programu z różnymi korekcjami
promienia RR i RL musi znajdować si przynajmniej
jeden zapis bez korekcji promienia z R0.
Korekcja promienia b dzie aktywna do końca zapisu, od
momentu kiedy została po raz pierwszy zaprogramowana.
Można aktywować także korekcj promienia dla osi
pomocniczych płaszczyzny obróbki. Prosz
zaprogramować osie pomocnicze także w każdym
nast pnym bloku, ponieważ w przeciwnym razie TNC
przeprowadzi korekcj promienia ponownie w osi głównej.
Przy pierwszym zapisie z korekcj RR/RL i przy
anulowaniu z R0, TNC pozycjonuje narz dzie zawsze
pionowo na zaprogramowany punkt startu i punkt
końcowy. Prosz pozycjonować narz dzie w ten sposób
przed pierwszym punktem konturu lub za ostastnim
punktem konturu, żeby kontur nie został uszkodzony.
5.3 Kor
ekcja narzdzia
R
R
R0
RL
Y
X
Z
X
Y