3 przebieg pr ogramu – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 252
239
HEIDENHAIN TNC 410
11.3 Przebieg pr
ogramu
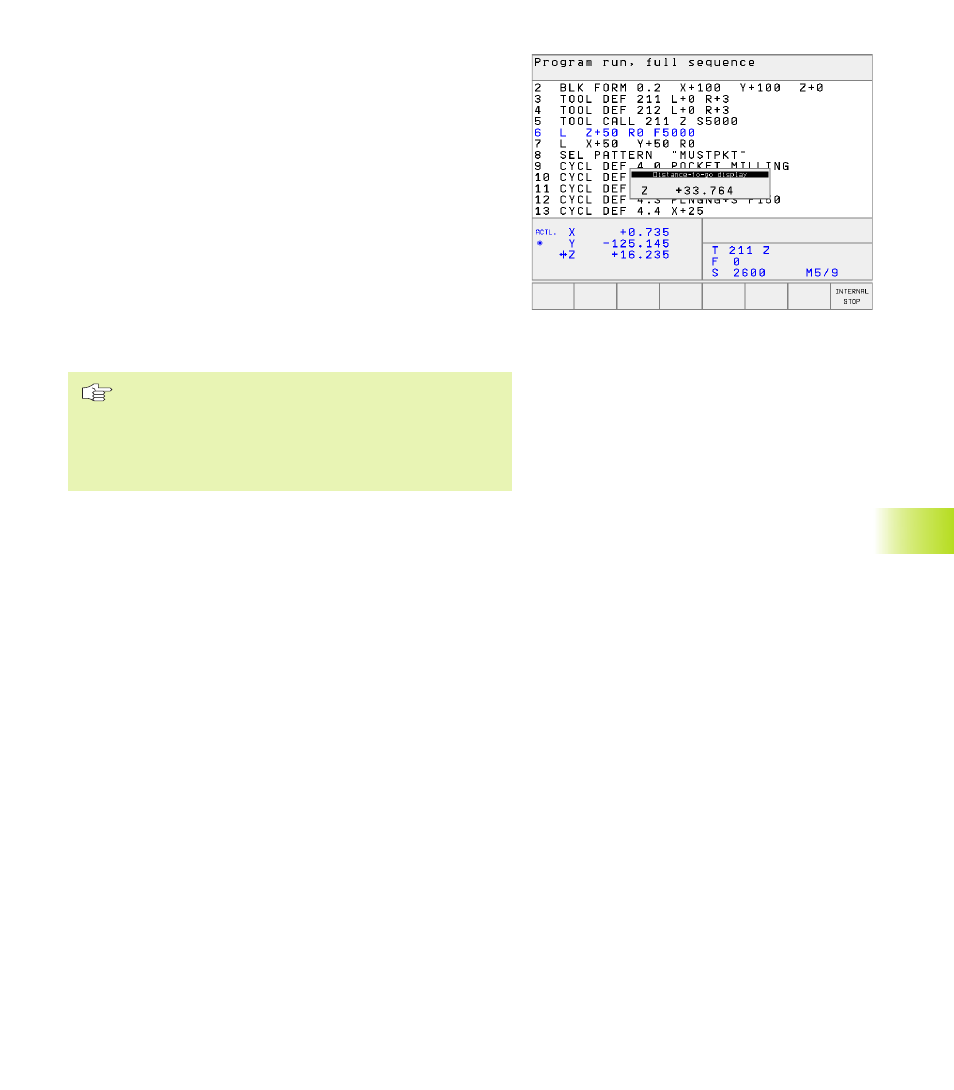
Wykonać program obróbki, który zawiera
współrz dnenie sterowanych osi
TNC może odpracowywać również programy, w których
zaprogramowano nie sterowane osie.
Jeżeli TNC dojdzie do bloku, w którym zaprogramowana jest nie
sterowana oś, to zatrzymuje ono przebieg programu.
Jednocześnie TNC wyświetla okno, w którym przedstawiona jest
pozostała droga do pozycji docelowej (patrz rysunek po prawej u
góry). Prosz post pić w nast puj cy sposób:
ú
Prosz przesun ć oś r cznie do pozycji docelowej. TNC
aktualizuje stale okno pozostałej drogi i pokazuje zawsze t
wartość, któr należy jeszcze pokonać do pozycji docelowej
ú
Kiedy osi gniemy pozycj docelow , prosz nacisn ć klawisz
NC start, aby kontynuować przebieg programu. Jeśli
naciśniemy NC START zanim osi gniemy pozycj docelow ,
TNC wyda komunikat o bł dach.
Jak dokładnie należy najechać pozycj docelow ,
określono w parametrze maszynowym 1030.x (możliwe
do wprowadzenia wartości: 0.001 do 2mm).
Nie sterowane osie musz znajdować si w oddzielnym
bloku pozycjonowania, w przeciwnym razie TNC wydaje
komunikat o bł dach.