HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 165
8 Programowanie: Cykle
152
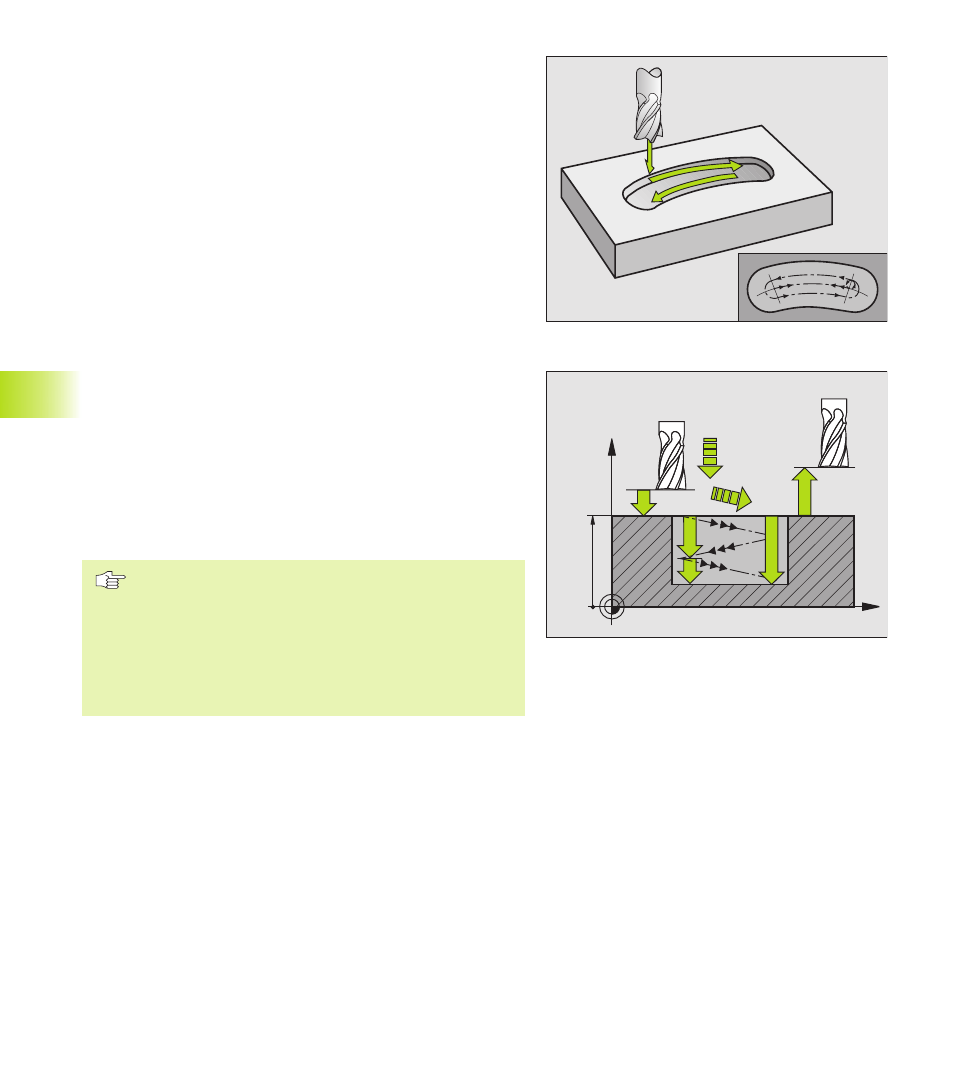
ROWEK OKR GŁY (podłużny) z pogł bianiem
ruchem wahadłowym (cykl 211)
Obróbka zgrubna
1 TNC pozycjonuje narz dzie na biegu szybkim w osi narz dzia na
2 g bezpieczn wysokość i nast pnie do centrum prawego
koła. Stamt d TNC pozycjonuje narz dzie na zadan
bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2 Narz dzie przemieszcza si ze zredukowanym posuwem na
powierzchni obrabianego przedmiotu; stamt d frez
przemieszcza si z posuwem frezowania – wcinaj c si ukośnie
w materiał – na drugi koniec rowka
3 Nast pnie narz dzie przesuwa si , znów ukośnie zagł biaj c
si , do punktu startu; ta operacja (2 do 3) powtarza si , aż
zostanie osi gni ta zaprogramowana gł bokość frezowania
4 Na gł bokości frezowania TNC przesuwa narz dzie do
frezowania płaszczyznowego na drugi koniec rowka
Obróbka wykańczaj ca
5 Dla wykańczania rowka TNC przemieszcza narz dzie stycznie
do gotowego konturu. Nast pnie TNC wykańcza kontur ruchem
współbieżnym (przy M3). Punkt startu dla obróbki wykańczaj cej
leży w centrum prawego koła.
6 Przy końcu konturu narz dzie odjeżdża stycznie od konturu
7 Na koniec narz dzie przemieszcza si na biegu szybkim FMAX
na bezpieczn wysokość i – jeśli wprowadzono – na 2 g
bezpieczn wysokość
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru gł bokość określa kierunek pracy.
Wybrać średnic freza nie wi ksz niż szerokość rowka
i nie mniejsz niż jedna trzecia szerokości rowka.
Wybrać średnic freza mniejsz niż połowa długości
rowka. W przeciwnym razie TNC nie może pogł biać
narz dzia ruchem posuwisto zwrotnym
8.4 Cykle dla fr
ezowania kieszeni, czopów i r
owków wpustowych
X
Z
Q200
Q207
Q202
Q203
Q204
Q201