1 wprowadzenie informacji dotycz cych narz dzi, 1 wpr owadzenie informacji dotyczcych narzdzi – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 57
44
5 Programowanie: Narz dzia
5.1 Wprowadzenie informacji
dotycz cych narz dzi
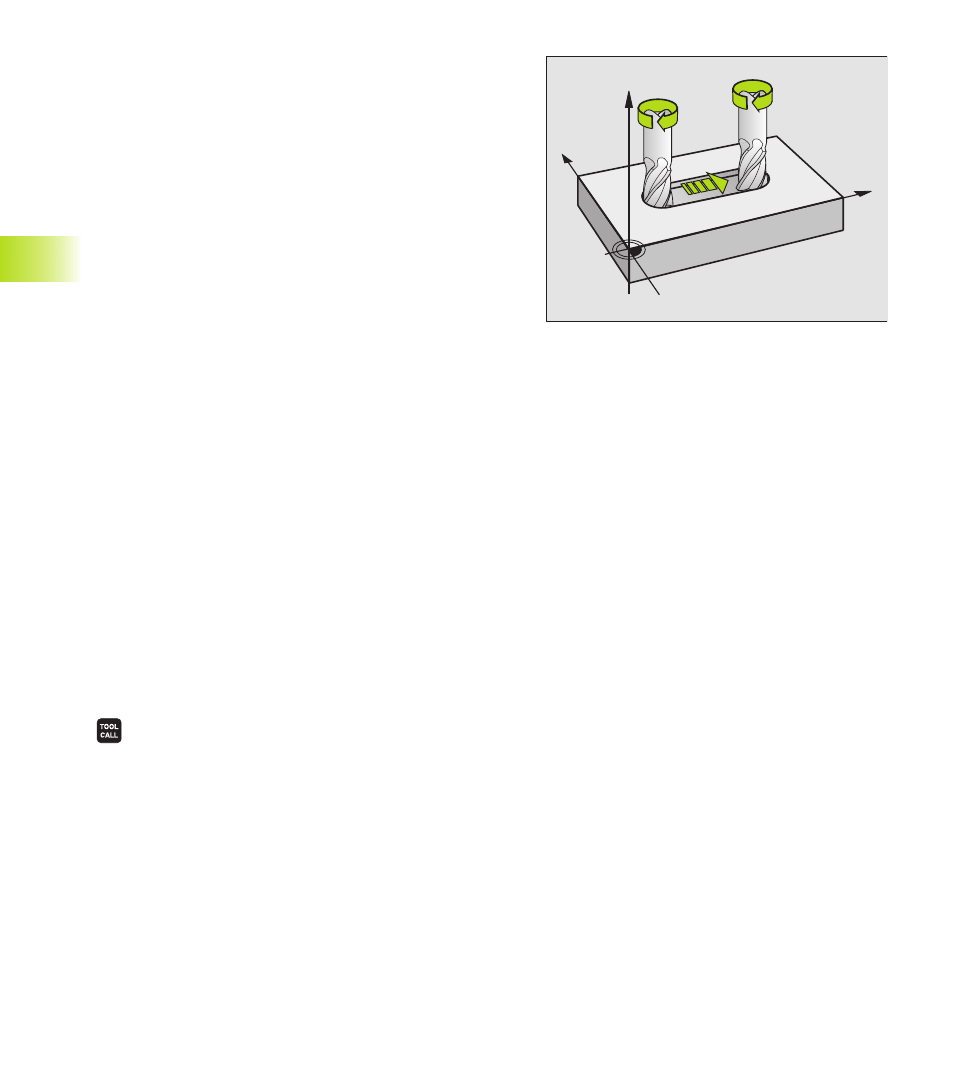
Posuw F
Posuw F to pr dkość w mm/min (cale/min), z któr porusza punkt
środkowy narz dzia po swoim torze. Maksymalny posuw może być
różnym dla każdej osi maszyny i jest określony poprzez parametry
maszynowe.
Wprowadzenie informacji
Posuw można wprowadzić do każdego zapisu ustalenia położenia.
Patrz „6.2 Podstawy o funkcjach toru kształtowego”
Posuw szybki
Dla posuwu szybkiego prosz wprowadzić F MAX. W celu
wprowadzenia FMAX prosz nacisn ć pytanie dialogu „Posuw F =
?”, klawisz ENT lub Softkey FMAX.
Okres działania
Ten, przy pomocy wartości liczbowych programowany posuw
obowi zuje do bloku, w którym zostaje zaprogramowany nowy
posuw. F MAX obowi zuje tylko dla tego bloku, w którym został on
zaprogramowany. Po zapisie z F MAX obowi zuje dalej ten ostatni,
programowany przy pomocy wartości liczbowych posuw.
Zmiana w czasie przebiegu programu
W czasie przebiegu programu zmienia si posuw przy pomocy
gałki obrotowej Override F (Override funkcja przyśpieszenia lub
spowolnienia posuwu wypełniana manualnie) dla posuwu.
Pr dkość obrotowa wrzeciona S
Pr dkość obrotow wrzeciona S wprowadza si w obrotach na
minut (obr/min) do zapisu TOOL CALL (wywołanie narz dzi).
Programowana zmiana
W programie obróbki można zmienić pr dkość obrotow wrzeciona
za pomoc zapisu TOOL CALL, a mianowicie wprowadzaj c
wył cznie now pr dkość obrotow :
ú
Programować wywołanie narz dzi: nacisn ć przycisk
TOOL CALL
ú
Dialog „Numer narz dzia?” prosz pomin ć
klawiszem ON ENT
ú
Dialog „Oś wrzeciona równoległa do X/Y/Z?” prosz
pomin ć klawiszem NO ENT
ú
W dialogu „Pr dkość obrotowa wrzeciona S=?”
prosz wprowadzić now liczb obrotów, potwierdzić
klawiszem END
Zmiana w czasie przebiegu programu
W czasie przebiegu programu prosz zmienić pr dkość obrotow
wrzeciona przy pomocy gałki obrotowej Override S dla pr dkości
obrotowej wrzeciona.
5.1 Wpr
owadzenie informacji dotyczcych narzdzi
X
Y
Z
S
S
F