3 przebieg pr ogramu – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 256
243
HEIDENHAIN TNC 410
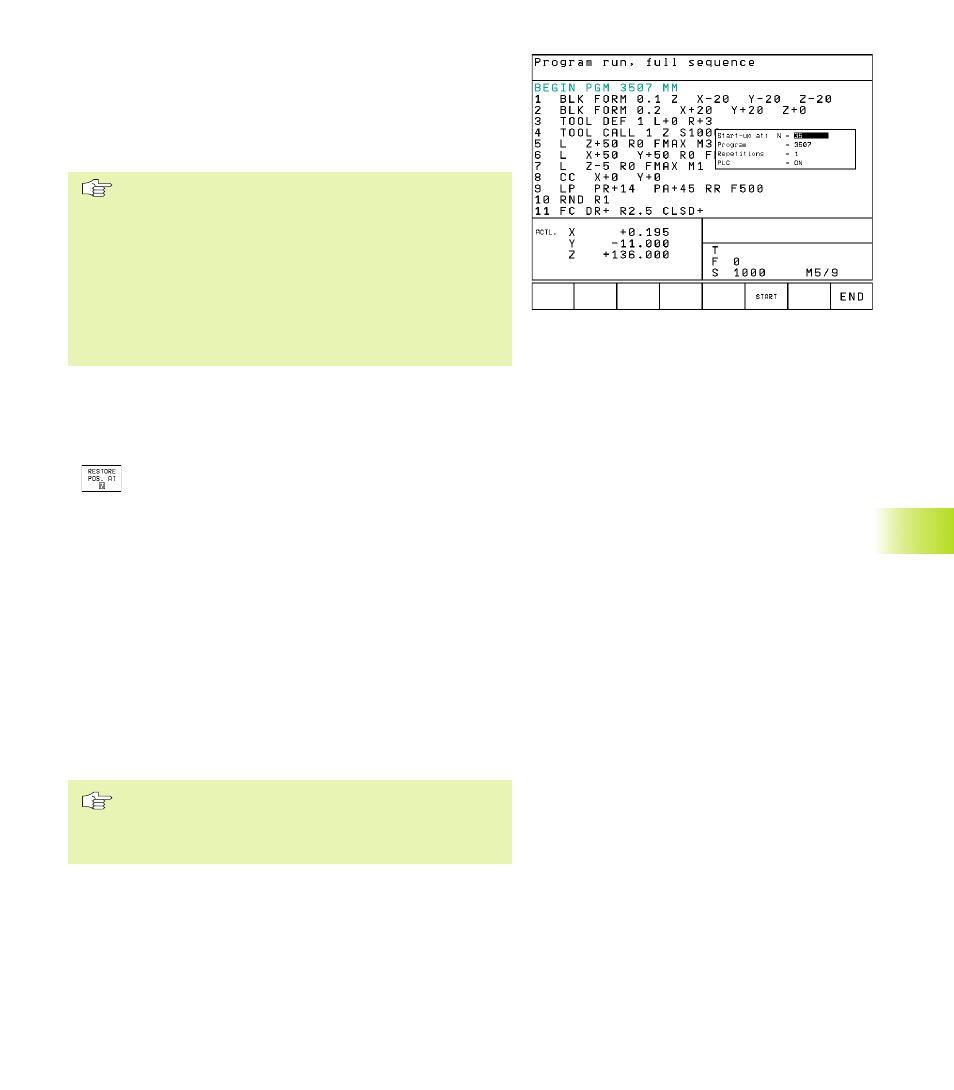
Dowolne wejście do programu (przebieg bloków w
przód)
Przy pomocy funkcji PRZEBIEG DO BLOKU N (przebieg bloków do
przodu) można odpracowywać program obróbki od dowolnie
wybranego bloku N. Obróbka przedmiotu zostanie do tego bloku
uwzgl dniona przez TNC w obliczeniach.
Przebieg bloków do przodu rozpoczynać zawsze na
pocz tku programu.
Jeśli program zawiera zaprogramowane przerwanie
programu przy przebiegu bloków do końca, to TNC
zatrzymuje przebieg bloków w miejscu tego przerwania. Aby
kontynuować przebieg bloków w przód, należy ponownie
nacisn ć Softkey PRZEBIEG DO BLOKU N i START.
Po przebiegu bloków w przód prosz przemieścić
narz dzie przy pomocy funkcji Ponowny najazd na
kontur na ustalon pozycj (patrz nast pna strona).
ú
Wybrać pierwszy blok aktualnego programu jako pocz tek
przebiegu do przodu: SKOK „0” wprowadzić.
ú
Wybrać przebieg bloków w przód: nacisn ć Softkey PRZEBIEG
DO BLOKU N, TNC wyświetla okno wprowadzania danych:
ú
Przebieg w przód do N: wprowadzić numer N bloku,
na którym ma zakończyć si przebieg w przód
ú
Program: wprowadzić nazw programu, w którym
znajduje si blok N
ú
Powtórzenia: wprowadzić liczb powtórzeń, które
maj być uwzgl dnione w przebiegu bloków do
przodu, jeżeli blok N znajduje si w powtórzeniu
cz ści programu
ú
PLC ON/OFF: aby uwzgl dnić wywołania narz dzi i
funkcje dodatkowe M: PLC ustawić na ON (przy
pomocy klawisza ENT przeł czać pomi dzy ON i
OFF). PLC na OFF uwzgl dnia wył cznie geometri
ú
Uruchomić przebieg bloków w przód: nacisn ć
Softkey START
ú
Dosun ć narz dzie do konturu: patrz nast pny
fragment „Ponowne dosuni cie narz dzia do konturu”
Okno wprowadzania danych można przesun ć dla
przebiegu bloków w przód. Prosz w tym celu nacisn ć
klawisz określania podziału ekranu i korzystać z tam
wyświetlonych Softkeys.
11.3 Przebieg pr
ogramu