3 cykle wier cenia – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 150
137
HEIDENHAIN TNC 410
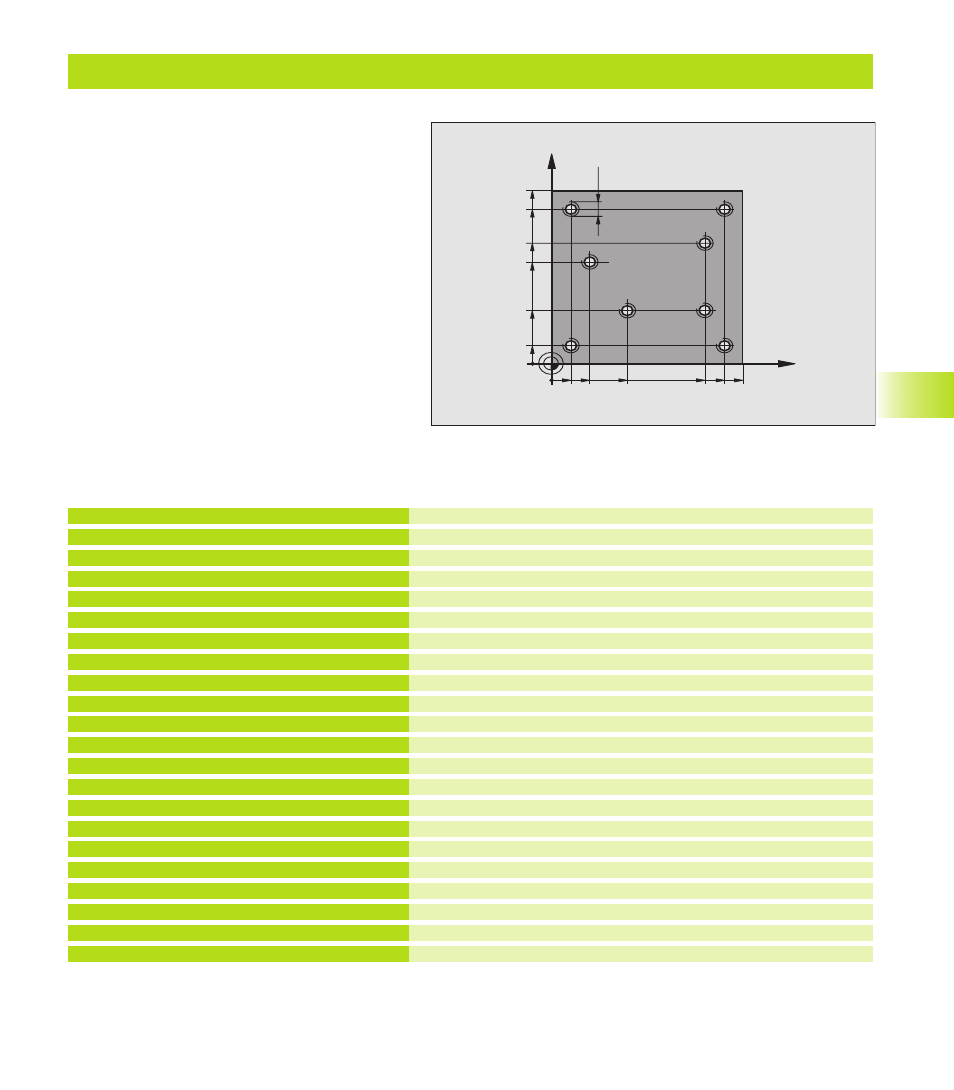
Przykład: cykle wiercenia w poł czeniu z tabelami punktów
Definicja cz ści nieobrobionej
Definicja narz dzia trzpień centruj cy
Definicja narz dzia wiertło
Definicja narz dzia gwintownik
Wywołanie narz dzia Trzpień centruj cy
Przemieścić narz dzie na bezpieczn wysokość (F zaprogramować
z wartości , któr TNC pozycjonuje po każdym cyklu na bezpieczn
wysokość)
Określić tabel punktów
Definicja cyklu nakiełkowania
Współrz dna powierzchni (tu koniecznie wprowadzić 0)
2 ga bezpieczna wysokość (tu koniecznie wprowadzić 0)
Wywołanie cyklu w poł czeniu z tabel punktów TAB1.PNT.
Posuw pomi dzy punktami: 5000 mm/min
Przemieścić swobodnie narz dzie, zmiana narz dzia
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4
4 TOOL DEF 2 L+0 R+2.4
5 TOOL DEF 3 L+0 R+3
6 TOOL CALL 1 Z S5000
7 L Z+10 R0 F5000
8 SEL PATTERN „TAB1”
9 CYKL DEF 200 WIERCENIE
Q200=2
;BEZP. WYSOKOŚĆ
Q201= 2
;GŁ BOKOŚĆ
Q206=150 ;POSUW DOSUWU NA GŁ B.
Q202=2
;GŁ BOKOŚĆ DOSUWU
Q210=0
;PRZERWA CZAS. U GÓRY
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=0
;2 GA BEZP. WYSOKOŚĆ
10 CYCL CALL PAT F5000 M3
11 L Z+100 R0 FMAX M6
Przebieg programu
■
Centrowanie (nakiełkowanie)
■
Wiercenie
■
Gwintowanie M6
Współrz dne wiercenia s zapami tane w tabeli
punktów TAB1.PNT (patrz nast pna strona) i
zostan wywołane przez TNC przy pomocy CYCL
CALL PAT.
Promienie narz dzi s tak wybrane, że wszytkie
etapy obróbki można zobaczyć na grafice testowej.
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6
8.3 Cykle wier
cenia